Summary
In PLA vs ABS, PLA usually wins on ease of printing and stiff, low-heat prototypes, while ABS usually wins where higher heat resistance and better impact tolerance matter. Representative printed-part data place standard PLA in a low-heat class, with one PLA sheet warning against use above 59 °C and one ABS sheet warning against use above 87 °C. [11] [12]
The key qualifier is that these figures describe representative standard-grade printed parts under stated methods and print conditions, not universal rankings. Standard PLA examples cluster around low-60s thermal metrics, while representative ABS examples sit much higher, and same-vendor data also show ABS with a far higher Charpy impact value than standard PLA. Tough PLA adds some nuance on ductility, but one cited sheet still carries a 58 °C service warning, so it does not change the usual PLA heat-limit class. [14] [15] [13]
PLA vs ABS: Which should you use?
If you want the simplest path to clean prints, visual models, classroom parts, or stiff room-temperature parts, choose PLA. If the part may see warmer service, more impact, or rougher handling, ABS is often the better fit. [14] [15] [12]
For PLA or ABS for 3D printing, the practical question is not which material wins in the abstract, but what the printed part will actually experience. PLA typically runs in a lower-temperature, fan-assisted workflow, while ABS prints hotter, uses little or no fan, and often benefits from a more controlled build environment. Independent evidence also shows that infill and orientation can sharply shift printed-part outcomes. In one comparative study, changing orientation so layers were perpendicular to the tensile load reduced tensile strength by 28% for PLA and 88.07% for ABS in that dataset. [14] [15] [10]
How to choose in 30 seconds
- Pick PLA for easier printing, active cooling, and most low-heat prototypes or fixtures. [14]
- Pick ABS for hotter service and better impact tolerance in functional housings or brackets. [15] [12]
- If your printer setup struggles with bed adhesion or warping, PLA is usually the safer starting point. [14] [15]
- If the part may sit near warm equipment or in a hot interior, favor ABS over standard PLA. [15] [12]
- If layer direction and infill are poorly chosen, either material can disappoint. [10]
Definitions and scope for this comparison
This PLA vs ABS material comparison is about printed parts made by material extrusion, the additive manufacturing process family defined in ISO/ASTM 52900:2021. All practical conclusions in this article refer to printed material-extrusion parts unless stated otherwise. That matters because printed-part behavior is shaped not just by polymer family, but by how the part is built and tested. ASTM F3489 notes that reported static properties of material-extrusion polymer specimens are influenced by material choice, anisotropy, storage and preparation, porosity, build orientation, build plate location, testing environment, alignment, testing speed, and testing temperature. [1] [6]
So a casual comparison of “PLA” and “ABS” as bulk plastics is not enough for desktop printing decisions. A printed bracket, enclosure, or jig may fail first at a weak layer interface, a warped corner, or a heat-softened region long before it reaches a neat textbook number. That is why this article focuses on representative printed-part data, workflow, and use-case fit instead of treating raw polymer shorthand as the whole story. [6]
In hobby language, this process family is commonly called FDM or FFF, but the standards-level umbrella term is material extrusion. That terminology bridge is enough here; the choice between PLA and ABS is better understood through printed-part behavior than naming history. [7]
PLA vs ABS at a glance
The table below uses same-method, same-vendor printed-part figures where possible, mainly from Polymaker, to keep the side-by-side comparison cleaner. Ultimaker data are used only as a second-vendor check that the main thermal pattern is not a one-sheet anomaly. [14] [15] [11] [12]
| Property | PLA | ABS | Why it matters |
|---|---|---|---|
| Nozzle temperature | 190–230 °C [14] | 245–265 °C [15] | Higher process temperature usually means more setup sensitivity |
| Bed temperature | 25–60 °C [14] | 90–100 °C [15] | Hotter beds generally help adhesion and reduce curl in ABS |
| Cooling | Fan ON [14] | Fan OFF [15] | PLA often likes active cooling; ABS usually does not |
| Chamber/enclosure guidance | Room-temperature environment; enclosure not indicated [14] | Product sheet says closure chamber needed (ambient temperature) [15] | Controlled air helps reduce ABS warping and layer stress |
| Tensile modulus | 3426.9 ± 64.8 MPa XY [14] | 2246.6 ± 58.2 MPa XY [15] | PLA is typically stiffer in this comparison |
| Tensile strength | 52.3 ± 0.3 MPa XY; 40.5 ± 0.5 MPa Z [14] | 33.4 ± 0.6 MPa XY; 29.7 ± 0.3 MPa Z [15] | Strength depends strongly on orientation and method |
| Elongation / ductility cue | 6.3 ± 0.6% XY [14] | 17.9 ± 1.3% XY [15] | ABS generally gives more deformation before break |
| Charpy impact cue | 3.3 ± 0.2 kJ/m² XY [14] | 18.0 ± 0.9 kJ/m² XY [15] | Helps indicate resistance to sudden impacts |
| Tg | 61 °C [14] | 101 °C [15] | First clue about heat-softening class |
| Vicat | 63 °C [14] | 104 °C [15] | Different softening metric from Tg and HDT |
| HDT at 0.45 MPa | 60 °C [14] | 100 °C [15] | Loaded heat resistance under a named stress |
| Warping tendency | Usually lower and easier to manage on typical desktop setups [14] | Usually higher and more setup-sensitive [15] | Affects dimensional stability and print success |
| Post-processing | No equivalent solvent-smoothing note in the cited PLA sheets | Can be smoothed with acetone [16] | ABS has a qualitative solvent-finishing advantage |
Representative standard-grade printed-part datasheet figures under stated methods and print conditions; not universal design allowables. [14] [15]
What this comparison actually measures
The first thing this comparison measures is printed-part behavior, not idealized bulk polymer behavior. That distinction matters because a desktop material-extrusion part is a layered structure with bead paths, interfaces, voids, and direction-dependent performance. ASTM F3489 explicitly warns that reported static properties of material-extrusion specimens are affected by anisotropy, preparation, porosity, build orientation, build location, environment, alignment, testing speed, and testing temperature. NISTIR 8059 likewise discusses standards-applicability limits when existing ASTM and ISO mechanical tests are used in polymer additive manufacturing. In short, your printed part is not just “PLA” or “ABS”; it is a specific build recipe embodied in plastic. [6] [9]
This comparison also does not reduce everything to one quality called “strength.” Same-method printed-part data show representative PLA with higher XY modulus and higher XY tensile strength than representative ABS, while representative ABS shows much greater elongation at break and a far higher ISO 179 impact value. Independent research points the same way on process sensitivity: in one study, infill percentage had the greatest influence, and orientation changes strongly altered results. A separate anisotropy example from a PLA datasheet shows tensile stress at break of 45.5 ± 1.1 MPa in XY versus 33.1 ± 2.8 MPa in Z under ASTM D3039, while Tough PLA guidance notes that interlayer strength in Z is typically the lowest in FFF. [14] [15] [10] [11] [13]
Cross-vendor, cross-method comparisons are therefore illustrative only. If one sheet uses ASTM D3039 and another uses ISO 527, or if print recipes differ, the resulting numbers should frame behavior, not serve as a universal leaderboard. [9] [11] [14] [15]
- Tensile strength: the stress a specimen sustains before a specified failure point in a tensile test.
- Modulus / stiffness: how much a part resists elastic deformation under load.
- Elongation at break: how much the material stretches before it breaks.
- Notched impact strength: resistance to impact when a stress-raising notch is present. [15]
Printability and workflow
PLA is usually easier to print well on a typical desktop machine. ABS can produce very useful functional parts, but its workflow is hotter, less forgiving, and more sensitive to thermal control. [14] [15]
For exact nozzle and bed ranges, see the table above. The broad pattern is simple: representative PLA prints in a lower nozzle and bed window and uses active part cooling, while representative ABS prints in a hotter window with the fan off. That process split aligns with the higher thermal class seen in ABS datasheets, including second-vendor data showing ABS Tg 100.5 °C and HDT 86.6 ± 0.4 °C at 0.455 MPa. Polymaker also states that its ABS values are reference and comparison data only, and that actual values may vary significantly with printing conditions. [14] [15] [12]
Why does ABS usually feel harder to manage? As the print cools, thermal contraction can put more stress into the part, especially at corners and long flat edges. That makes corner lift, curling, and layer-stress problems more likely if the build area is drafty or unevenly heated. ABS often benefits from an enclosure, especially for larger prints. Product-specific wording can be stronger than that: one ABS product sheet says “Needed (ambient temperature)” for the closure chamber field, but that should be read as a sheet-specific recommendation rather than a universal rule for every ABS on every printer. Setup difficulty also does not mean ABS is automatically stronger in service; it means the process is less tolerant of heat loss and uneven cooling. [15] [12]
Typical workflow differences
- PLA usually rewards a simpler setup with active cooling and milder bed demands. [14]
- ABS usually asks for hotter hardware, low or no fan, and steadier ambient conditions. [15]
- PLA’s easier workflow does not mean it has better heat resistance. [14] [15]
- ABS’s harder workflow does not by itself guarantee a stronger finished part. [15]
Strength, stiffness, toughness, and layer direction
Stronger in what sense? In the cleaner same-method comparison, representative PLA shows higher stiffness and higher tensile strength than representative ABS in the cited Polymaker printed-part data: 3426.9 ± 64.8 MPa XY modulus and 52.3 ± 0.3 MPa XY tensile strength for PLA, versus 2246.6 ± 58.2 MPa XY modulus and 33.4 ± 0.6 MPa XY tensile strength for ABS. But representative ABS also shows 17.9 ± 1.3% XY elongation at break and an 18.0 ± 0.9 kJ/m² ISO 179 impact value, compared with 3.3 ± 0.2 kJ/m² for PLA. So the blanket claim “ABS is stronger” is too crude to be useful. [14] [15]
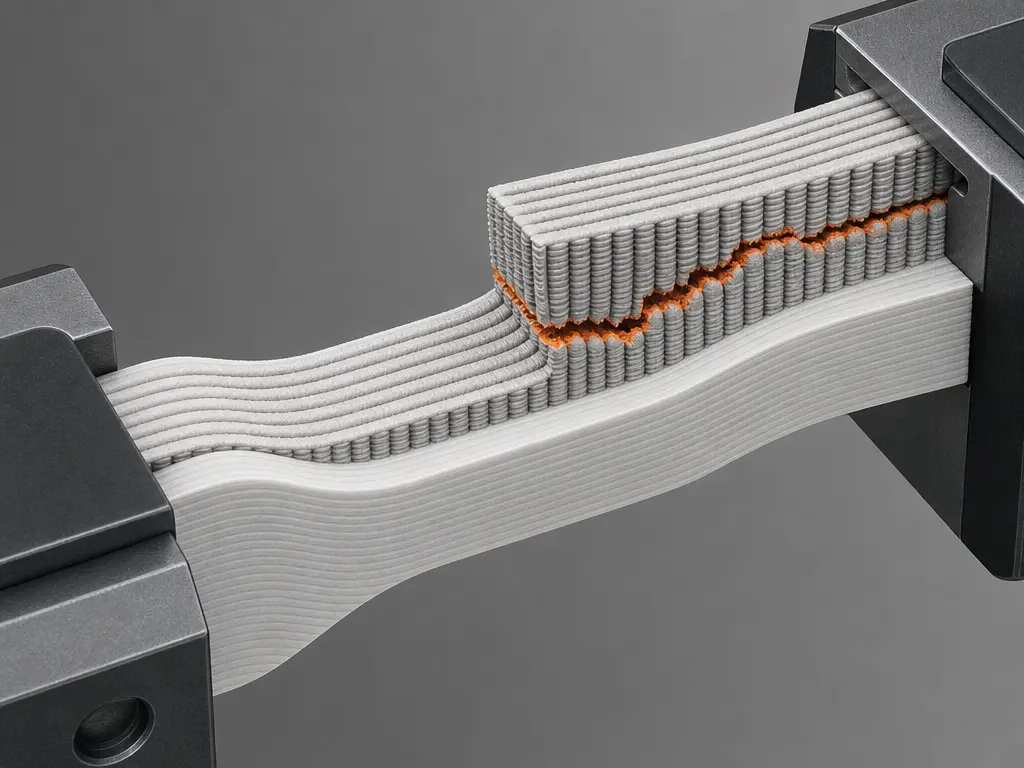
Layer direction can dominate the real result. In the Rodríguez-Panes study, changing build orientation so that layers were perpendicular to tensile load reduced tensile strength by 28% for PLA and 88.07% for ABS in that dataset. Datasheet anisotropy examples show the same general risk: one PLA sheet reports tensile stress at break of 45.5 ± 1.1 MPa in XY versus 33.1 ± 2.8 MPa in Z under ASTM D3039, and Tough PLA data still show a large XY-to-Z gap while noting that interlayer strength in Z is typically the lowest direction in FFF. [10] [11] [13]
In practice, a printed hook, bracket, or case tab may fail across layer lines even if the base polymer family looks favorable on paper. For PLA filament vs ABS filament, the better question is whether your part needs high room-temperature stiffness or whether it needs to absorb knocks and keep working under tougher loading. Then check whether the likely crack path runs through Z. [14] [15]
Heat resistance: Tg vs Vicat vs HDT
Tg, or glass transition temperature, is not the same thing as a maximum safe use temperature. ISO 11357-2 covers DSC methods for determining Tg, which marks a transition in thermal behavior rather than a hard pass-fail service limit. For standard PLA, representative printed-part values put Tg around 59.1 to 61 °C; for representative ABS, around 100.5 to 101 °C. That alone signals a major class difference in heat resistance, but Tg should not be read as a guaranteed real-world survival point. [5] [11] [14] [12] [15]
Vicat and HDT are different tests with different meanings. ISO 306 defines Vicat softening temperature methods such as A50, B50, A120, and B120, with specified loads and heating rates, and the test indicates when a thermoplastic starts to soften rapidly under the method conditions. ISO 75-1 and ISO 75-2 cover HDT, commonly called heat deflection or heat distortion temperature, but ISO also cautions that HDT data are not intended to predict actual end-use performance or design endurance. HDT load must be named: ISO 75-2 method A is 1.80 MPa, method B is 0.45 MPa, and method C is 8.00 MPa. [4] [2] [3]
Applied to PLA vs ABS, the pattern is consistent. Representative standard PLA sits around the ~59–63 °C class depending on whether you are looking at Tg, Vicat, or HDT at 0.45 MPa or 1.8 MPa, and one PLA datasheet warns that printed PLA parts are non-suitable above 59 °C. Representative ABS sits around the ~98–104 °C class in the same kinds of metrics, with one second-vendor ABS sheet warning against use above 87 °C and reporting Tg 100.5 °C, Vicat 93.8 ± 0.7 °C, and HDT 86.6 ± 0.4 °C at 0.455 MPa. Tough PLA does not erase the usual PLA heat class either; one cited sheet still gives a 58 °C service warning. For a part that may sit in a hot car interior or close to warm equipment housing, standard ABS is usually the safer starting point than standard PLA. [11] [14] [15] [12] [13]

When PLA makes more sense
PLA makes more sense when easy printing, clean visual results, and stiff room-temperature behavior matter more than heat headroom. That is why it remains a common default for prototypes, classroom work, display models, and many light-duty indoor parts. [14]
In practical use, PLA fits visual prototypes, educational environments, easy-print replacement parts, jigs used at room temperature, and low-heat indoor fixtures that will not sit near hot surfaces. Representative printed-part data support that positioning: PLA combines a relatively high XY modulus of 3426.9 ± 64.8 MPa with 52.3 ± 0.3 MPa XY tensile strength in the cited same-method dataset, and its print settings are comparatively forgiving, with a 190–230 °C nozzle range, a 25–60 °C bed range, and fan-on cooling guidance. In PLA filament vs ABS filament choices, PLA is usually the better first pick if your main risks are print failure and visual defects rather than impact abuse or heat exposure. The key limit is heat: one cited PLA sheet warns against use above 59 °C, consistent with representative PLA Tg and Vicat values in the low-60s class. [14] [11]
When ABS makes more sense
ABS makes more sense when the printed part will see more heat, more knocks, or a rougher functional role than a typical PLA part can comfortably handle. That often includes practical enclosures, brackets, and covers that need more tolerance for warmer service conditions. [15] [12]
Representative printed-part data support that use-case fit. In the cited same-method dataset, ABS shows Tg 101 °C, Vicat 104 °C, and HDT 100 °C at 0.45 MPa, far above representative standard PLA values, while also offering 17.9 ± 1.3% XY elongation at break and 18.0 ± 0.9 kJ/m² impact strength. That points toward tougher housings, brackets, and snap-prone parts that may see warm equipment, enclosed spaces, or more impact. The tradeoff is a hotter, more setup-sensitive workflow, and one product sheet specifically says a closure chamber is needed, which is one reason ABS is less beginner-friendly. ABS also has a qualitative post-processing advantage: one manufacturer states that its ABS can be smoothed with acetone, but solvent handling still needs care. [15] [12] [16]
Common failure modes and decision traps
Most bad PLA-versus-ABS decisions come from matching the material to a slogan instead of to the failure mode. A part rarely fails because the label said PLA or ABS; it fails because heat, layer direction, warping stress, or poor settings overwhelmed the design. [9] [2]
For PLA, the obvious trap is heat softening. One cited PLA sheet warns against exposure above 59 °C, and HDT data should not be treated as a direct end-use guarantee anyway. For ABS, the main trap is assuming its better heat class eliminates process risk. Poor thermal control can still produce corner lift, internal stress, or layer separation, especially if the setup ignores low-fan guidance or the product-specific recommendation for a chamber. Another recurring failure logic is Z weakness: even Tough PLA guidance notes that interlayer strength in Z is typically the lowest direction in FFF, so a poorly oriented part can fail along layer lines before bulk numbers matter. [11] [2] [15] [13]
NIST’s standards-applicability context supports the broader lesson: testing and build conditions strongly shape outcomes in polymer additive manufacturing. A bad print recipe can overwhelm the material choice, and a well-oriented, well-printed part can outperform expectations for its polymer family. [9]
Common failure modes
- PLA softening in heat. [11]
- Brittle or low-strength Z failure. [13]
- ABS corner lift / warping. [15]
- ABS layer separation on poor setups. [15]
- Bad settings overwhelming material choice. [9]
Why datasheets disagree
Datasheet disagreements are normal because printed-part property numbers are not measured in isolation. ASTM F3489 lists many influences on reported static properties of material-extrusion polymer specimens, including material choice, anisotropy, storage and preparation, porosity, build orientation, build plate location, testing environment, alignment, testing speed, and testing temperature. NISTIR 8059 adds the broader metrology point that existing ASTM and ISO tests do not map cleanly onto polymer additive manufacturing without context. That is why an ASTM D3039 value from one PLA sheet should not be flattened into the same leaderboard as an ISO 527 value from another sheet. [6] [9] [11]
Specimen geometry, conditioning, print recipe, raster strategy, orientation, and test method all matter. Vendor TDS values are best treated as reference and comparison data for that product under stated conditions, not as universal design specifications. The cited Polymaker PLA and ABS sheets say exactly that: typical values are for reference and comparison only, not design specifications, and actual values may vary significantly with printing conditions. So if two sheets disagree, the first question is not which brand is right, but whether the parts were printed and tested the same way. [14] [15] [6]
PLA vs ABS: Final verdict
PLA vs ABS is a job-fit decision, not a winner-takes-all contest. PLA is usually the better first choice for easy printing and stiff, low-heat parts, while ABS is usually the better choice for hotter and more impact-tolerant functional use. [14] [15] [12]
Representative printed-part data explain why. PLA shows the stiffer profile in the cited same-method comparison, with Tg 61 °C, modulus 3426.9 ± 64.8 MPa XY, and tensile strength 52.3 ± 0.3 MPa XY, while ABS shows the hotter and tougher profile, with Tg 101 °C, an 18.0 ± 0.9 kJ/m² impact value, and lower but still useful tensile strength at 33.4 ± 0.6 MPa XY. Tough PLA adds nuance on ductility but does not move PLA out of its usual low-heat class, as one cited sheet still warns at 58 °C. The real decision axis is printability and low-heat stiffness vs hotter, more impact-tolerant use. [14] [15] [13]
FAQ
PLA vs ABS: which is better for 3D printing?
Neither is universally better. PLA is usually better for easy printing, visual quality, and stiff room-temperature parts, while ABS is usually better for hotter service and better impact tolerance. [14] [15]
PLA or ABS for beginners?
PLA is usually the better beginner material. Its lower print-temperature range, lower bed demands, and fan-on workflow are generally easier to manage than ABS’s hotter, more warp-sensitive setup. [14] [15]
PLA vs ABS strength: which is stronger?
It depends on the property. In one same-method vendor comparison, PLA shows higher XY tensile strength and higher stiffness, while ABS shows much higher elongation and impact value, so “stronger” without test context is misleading. [14] [15]
PLA vs ABS heat resistance: which handles higher temperatures better?
ABS does. Representative standard PLA thermal values sit around the low-60s class, while representative ABS values sit around roughly 98–104 °C depending on whether you mean Tg, Vicat, or HDT at a named load. [14] [15] [3]
Can PLA replace ABS for functional parts?
Sometimes, yes, if the part stays at room temperature, is well oriented, and does not need high impact tolerance. But standard PLA is a poor substitute for ABS in warmer service, and one cited PLA sheet warns against use above 59 °C. [10] [11] [12]
Expert: Why can PLA show higher tensile strength than ABS in some datasheets?
Because printed-part tensile results depend on method, orientation, and print recipe, not just polymer family. Same-method data can show PLA with higher XY tensile strength than ABS, while ABS still leads on ductility or impact behavior, and infill and orientation can strongly change the result. [14] [15] [10]
Expert: Why do Tg, Vicat, and HDT give different answers for the same filament?
Because they are different tests. Tg is measured by DSC as a thermal transition, Vicat measures softening under a specified load and heating rate, and HDT measures deflection under a specified stress such as 0.45 MPa or 1.8 MPa; ISO also cautions that HDT is not a direct end-use guarantee. [5] [4] [2] [3]
Sources
- ISO/ASTM 52900:2021 — Additive manufacturing — General principles — Fundamentals and vocabulary. https://www.iso.org/standard/74514.html
- ISO 75-1:2020 — Plastics — Determination of temperature of deflection under load — Part 1: General test method. https://www.iso.org/standard/77576.html
- ISO 75-2:2013 — Plastics — Determination of temperature of deflection under load — Part 2: Plastics and ebonite. https://www.iso.org/standard/55653.html
- ISO 306:2022 — Plastics — Thermoplastic materials — Determination of Vicat softening temperature (VST). https://www.iso.org/standard/82176.html
- ISO 11357-2:2020 — Plastics — Differential scanning calorimetry (DSC) — Part 2: Determination of glass transition temperature and step height. https://www.iso.org/standard/77310.html
- ASTM F3489-23 — Standard Guide for Additive Manufacturing of Polymers — Material Extrusion — Recommendation for Material Handling and Evaluation of Static Mechanical Properties. https://store.astm.org/f3489-23.html
- ASTM WK73239 — work item note on material extrusion terminology. https://www.astm.org/membership-participation/technical-committees/workitems/workitem-wk73239
- NIST — Additive Manufacturing of Polymers. https://www.nist.gov/additive-manufacturing/research-areas/materials/polymers
- NISTIR 8059 — Materials Testing Standards for Additive Manufacturing of Polymer Materials: State of the Art and Standards Applicability. https://www.nist.gov/publications/materials-testing-standards-additive-manufacturing-polymer-materials-state-art-and
- Rodríguez-Panes, Claver, Camacho (2018) — The Influence of Manufacturing Parameters on the Mechanical Behaviour of PLA and ABS Pieces Manufactured by FDM: A Comparative Analysis. https://www.mdpi.com/1996-1944/11/8/1333
- Ultimaker PLA Technical Data Sheet v5.00. https://um-support-files.ultimaker.com/materials/2.85mm/tds/PLA/Ultimaker-PLA-TDS-v5.00.pdf
- Ultimaker ABS Technical Data Sheet v5.00. https://um-support-files.ultimaker.com/materials/2.85mm/tds/ABS/Ultimaker-ABS-TDS-v5.00.pdf
- Ultimaker Tough PLA Technical Data Sheet v2.10. https://um-support-files.ultimaker.com/materials/2.85mm/tds/TOUGH-PLA/UM220509-Tough-PLA-TDS-RB-v2.10.pdf
- Polymaker PolyLite PLA Technical Data Sheet PDF v5.3. https://polymaker.com/wp-content/uploads/lana-downloads/PolyLite_PLA_TDS_V5.3.pdf
- Polymaker PolyLite ABS Technical Data Sheet PDF v5.5. https://polymaker.com/wp-content/uploads/lana-downloads/PolyLite-ABS_TDS_EN_V5.5.pdf
- Polymaker FAQ — Can PolyLite ABS be post-processed with acetone? https://polymaker.com/faq/can-polylite-abs-be-post-processed-with-acetone/