
Summary – what copper filament is (and isn’t)
Copper filament is not one material. It is a family of copper-containing feedstocks used in material extrusion, the standards-aligned additive manufacturing category behind what most desktop users call FFF or FDM. [1]
For copper filament for 3D printing, the first question is not “what temperature do I use?” but “what end state do I want?” Decorative copper-fill PLA or HTPLA is meant to print like a polymer composite and then be sanded, polished, or patinated for a metal-like look and feel. [8] [11] Conductive copper/polymer composites are a narrower category where you should expect an actual resistivity value, not just metallic color or a vague “conductive” label. [3] [19] Bound-metal copper filament is different again: it is printed as a green part, then debound and sintered to become a mostly metal copper part. [15] [17] “Copper” in the name does not guarantee electrical conductivity or a real copper end part. [8] [11] In this article, “conductive” means a product has a measured resistivity or conductivity value tied to a specific stage, and for polymer-composite materials ASTM D4496 frames the “moderately conductive” range as 10^0 to 10^7 Ω·cm in volume resistivity. [3]
One-screen decision framework
Choose by outcome, not by the word “copper” on the spool. Decorative products can contain a lot of metal powder by weight and still be non-conductive and non-sinterable, while furnace-ready bound-metal feedstocks require a completely different workflow after printing. [8] [11] [17]
- If you want metal look/weight/patina → decorative copper-fill PLA/HTPLA (prints like PLA; not a conductor). [8] [11]
- If you want measured electrical conduction → conductive copper composite (look for resistivity in Ω·cm). [3] [19] [21]
- If you want a real copper part → bound-metal copper filament + debind/sinter workflow. [17] [24] [25]
Copper filament types
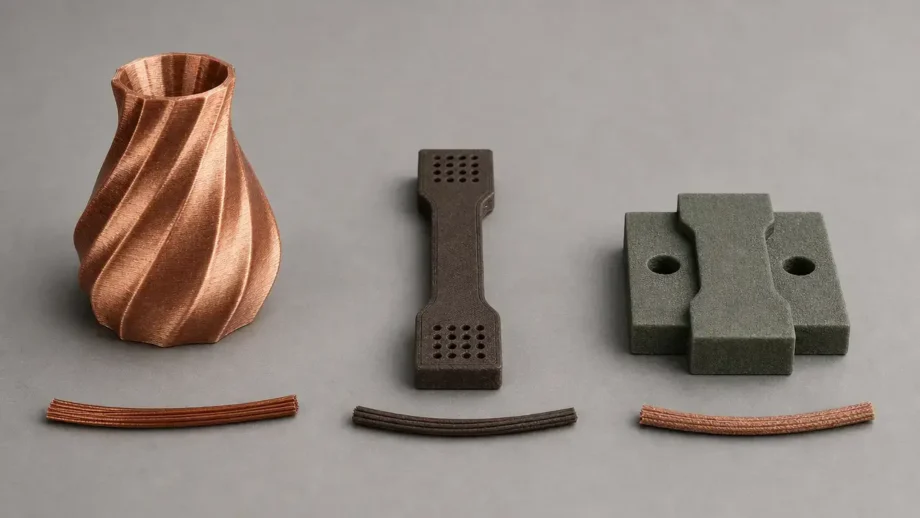
The three useful categories become clear once you separate appearance from end-state processing. Decorative copper-fill filament is a polymer matrix loaded with copper powder for heft, finish, and patina potential, as in colorFabb copperFill and Protopasta Copper-filled Metal Composite HTPLA. [6] [7] [11] [12] Conductive copper/polymer composite filament is the separate category where the seller or a study publishes a resistivity or conductivity value, rather than implying conduction from copper content alone. [3] [19] [21] Bound-metal copper filament is the furnace route: a high-loading feedstock printed as a green part and later debound and sintered. [15] [17] Also called metal-FFF feedstock or MEX bound-metal feedstock in industry usage, it is often sold under brand names such as Filamet. [1] [15]
Names alone are unreliable. A storefront can say “metal,” “copper,” or even “conductive” without telling you whether the product is pigment-only, decorative metal-filled, electrically characterized, or intended for debinding and sintering. [19] [26] That is why SDS and TDS documents matter more than the product title. [9] [12] [15]
| Type | Main purpose | Typical post-processing | Conductivity expectation (stage note) |
|---|---|---|---|
| Decorative copper-fill PLA/HTPLA. [6] [8] [11] [12] | Metal-like look, extra weight, polishability, patina. [6] [8] [11] | Print, then sand, brush, polish, or patina; optional HTPLA heat treatment for compatible products. [11] | Not conductive as a printed polymer composite in the cited product docs. [8] [11] |
| Conductive copper/polymer composite. [19] [21] | Measured electrical conduction in a polymer composite. [3] [19] [21] | Print, then test the printed geometry because measurement direction and shape matter. [3] [21] | Conductive only when a measured value is published for the filament, printed composite, or study specimen. [3] [19] [21] |
| Bound-metal copper filament. [15] [17] [21] | Real copper part after furnace processing. [15] [17] | Print green part, then debind and sinter under controlled conditions. [17] [24] | Not conductive as-built in one cited study, but conductive after successful debind and sinter. [21] [24] [25] |
Copper powder inside a polymer does not automatically make a heat sink. Thermal claims need measured thermal conductivity, and the hard thermal number in this article, 363 W/m·K, belongs to sintered MEAM copper parts, not decorative copper-filled polymer prints. [25]

How to tell what you’re buying
The fastest check is to stop reading marketing copy and open the SDS and TDS. Decorative products usually disclose copper powder or copper alloy inside a PLA-family matrix and then move straight to print-and-finish guidance. [9] [11] [12] Conductive composites should publish a resistivity value. [19] Bound-metal copper feedstocks usually mention hardened steel hardware, debinding, sintering, and shrinkage because the printed object is only a green precursor to the final metal part. [15] [17] [18] If a listing promises conductivity, heat-transfer performance, or “real copper parts” without a stage label and without a number, treat that as no reliable figure found until the product docs prove otherwise.
Before you buy: confirm the category
- Check that an SDS or TDS exists at all. If the listing has no technical document, you are missing the best place to verify composition, temperature limits, and workflow. [9] [12] [18]
- Read metal content carefully and keep wt% separate from vol%. colorFabb’s support note says roughly 80% metal powder by weight for copperFill, while Protopasta’s SDS lists 60% copper alloy by weight for its copper HTPLA. [8] [12]
- Look for a resistivity or conductivity value. If the product calls itself conductive but gives no Ω·cm, Ω·m, S/m, or %IACS figure, the claim is incomplete. [3] [19]
- Check hardware guidance. “Hard steel nozzle + gears recommended” is a strong hint that you are looking at a filled or abrasive material, not just a copper-colored polymer. [13]
- Look for any mention of debind, brown part, sinter, kiln, or shrinkage. These are telltale signs of bound-metal copper feedstock. [15] [17]
- Separate metallic color from actual copper content. A copper-looking spool without disclosed copper powder, copper alloy, resistivity, or furnace workflow is not enough evidence by itself. [6] [19]
Technical principles – copper powder inside a polymer matrix
All three categories start with copper inside or alongside a polymer system, but they do not behave the same way. At the filament stage, colorFabb’s copperFill TDS lists a density of 4 g/cm³ by ISO 1183, while Protopasta’s copper HTPLA product page lists about 2.30 g/cc. [7] [11] Higher density often correlates with higher metal loading, but it does not prove electrical conduction because the copper particles can still be isolated by the surrounding polymer. [8] [20] That is why colorFabb can say its metal-fill line contains roughly 80% metal powder by weight and still state that copperFill is not conductive because the polymer matrix remains dominant. [8] SDS language makes the same point from a safety angle: the components are embedded in a polymer matrix under normal processing, even though overheating above 240 °C can generate irritating fumes. [9]
Electrical conduction in polymer composites is usually a percolation problem. You need enough conductive filler and enough particle-to-particle connectivity to create continuous paths through the part. [20] That is why decorative copper-filled PLA and HTPLA should not be assumed to conduct just because they contain real copper powder. [8] [11] In a peer-reviewed study of ABS/Cu composites, the lowest resistivity reported was 0.156 × 10^-5 Ω·m at 84.6 wt% Cu, which shows that very high loading can move a polymer composite toward useful conduction under the right formulation. [20] But that study specimen is not the same thing as a decorative copper-fill PLA, and it still does not inherit bulk-copper behavior. [20]
Keep bulk copper separate in your head. The same study cites bulk copper conductivity at 5.96 × 10^7 S/m, which is a reference point for metal, not a shortcut for predicting a polymer composite. [20]
What changes when copper powder is added?
- Weight and feel: copper-filled polymers are usually denser and heavier than plain PLA. [7] [11]
- Flow behavior and heat migration: metal powder changes how heat moves through the filament and melt zone, which is why vendors publish product-specific settings instead of telling you to use generic PLA defaults. [10]
- Surface finish and polishability: sanding, brushing, and polishing can expose more metal at the surface and change the visual result. [6] [11]
- Brittleness and toughness: do not assume “more copper” means “stronger.” Across decorative, conductive, and bound-metal categories, no reliable universal strength figure was found.
- Nozzle wear risk: wear depends on filler presence, roughness, loading, and vendor guidance, not on copper color alone. [13] [15]
- Emissions and ventilation: metal-fill emissions in a cited study were dominated by airborne particles below 50 nm, and emissions increased above 200 °C for the studied metal-fill filaments. [22]
Printing workflow – hardware + calibration
Use vendor documents, not generic PLA assumptions. colorFabb’s copperFill TDS gives a 195-220 °C nozzle range, 50-60 °C bed, 40-100 mm/s print speed, and active cooling on. It also publishes filament-stage specs such as 1.75 mm and 2.85 mm diameters with max roundness deviation of ±0.05 mm and ±0.1 mm. [7] Protopasta’s copper HTPLA uses its own window of 185-215 °C nozzle and room-60 °C bed. [11] TVF’s print guide for Copper Filamet starts at 220 °C and tunes in the 200-230 °C range, with optional 40-65 °C bed heat for green-part printing. [16] Multi3D’s Electrifi is different again, with a cited 140-160 °C range for 1.75 mm. [19] Averaging those into one “copper filament” preset would hide the fact that these are different material classes. [7] [11] [16] [19]
Hardware choices follow filler and workflow, not color. Protopasta’s material data table says its brass, bronze, and copper PLAs should use a hard steel nozzle and gears, and that rough filament can wear tubing faster. [13] TVF’s copper feedstock goes further and specifies a 0.6 mm or larger hardened steel nozzle for Copper Filamet, because you are printing a high-loading green part that later has to survive debinding and sintering. [15] [16] The same TVF guide also recommends 0.12-0.2 mm layer height, 1.8 mm minimum wall and top/bottom thickness, and at least 50% infill, with 70-100% preferred, for parts that will be sintered. [16] Decorative composites can be more forgiving than bound-metal feedstocks, but colorFabb still notes that the metal powder changes heat migration and gives machine-specific examples such as 55-60 °C bed temperature with nozzle examples around 195-210 °C or 200-210 °C on different Ultimaker platforms. [10]
Calibration should stay category-specific. Print small coupons first, because measured performance and print quality change with geometry, orientation, and measurement direction. [3] [21] If a vendor publishes a flow or extrusion-multiplier tuning approach, follow that source rather than borrowing numbers from another copper-containing product. [16] If the vendor warns that steady mass flow matters, minimize unnecessary retraction instead of treating the material like ordinary PLA. [11]
Example settings by product class (do not average)
| Product | Category | Nozzle temp range | Bed temp range or hardware note |
|---|---|---|---|
| colorFabb copperFill. [7] | Decorative copper-fill PLA/PHA. [6] [8] | 195-220 °C. [7] | 50-60 °C. [7] |
| Protopasta Copper Composite HTPLA. [11] | Decorative copper composite HTPLA. [11] [12] | 185-215 °C. [11] | Room-60 °C. [11] |
| The Virtual Foundry Copper Filamet. [15] [16] | Bound-metal copper feedstock. [15] [17] | Start 220 °C, tune 200-230 °C. [16] | 40-65 °C, and use 0.6 mm or larger hardened steel nozzle. [16] |
| Multi3D Electrifi. [19] | Conductive copper/polymer composite. [19] [21] | 140-160 °C for 1.75 mm. [19] | No reliable bed figure found in the cited FAQ. [19] |
Pre-print checklist
- Confirm the category from the SDS/TDS before you slice. [9] [12] [15]
- Choose nozzle material for the filler and workflow, not for the color. [13] [15] [16]
- Match nozzle diameter to the vendor guidance, especially for bound-metal copper feedstock. [15] [16]
- Inspect the filament path if the vendor warns about rough, abrasive, or tubing-wearing behavior. [13]
- Set bed temperature from the actual product docs, not from a “metal PLA” average. [7] [11] [16]
- Check whether the vendor gives flow or extrusion-multiplier guidance before you change it. [16]
- Minimize retraction where the vendor warns that steadier, single-direction mass flow improves reliability. [11]
- Plan ventilation and temperature limits from the SDS/TDS before printing. [9] [18]
Post-processing – polish/patina vs heat-treat vs sinter
Decorative post-processing is about the surface. colorFabb positions copperFill as an aesthetic material that can be polished to a shiny copper effect, and Protopasta explicitly recommends techniques such as wire brushing, polishing, and patina on exposed metal. [6] [11] In practice, sanding or brushing changes the result because it exposes more of the copper-bearing surface, while a clear coat is best understood as optional finish preservation rather than a required step. [11]
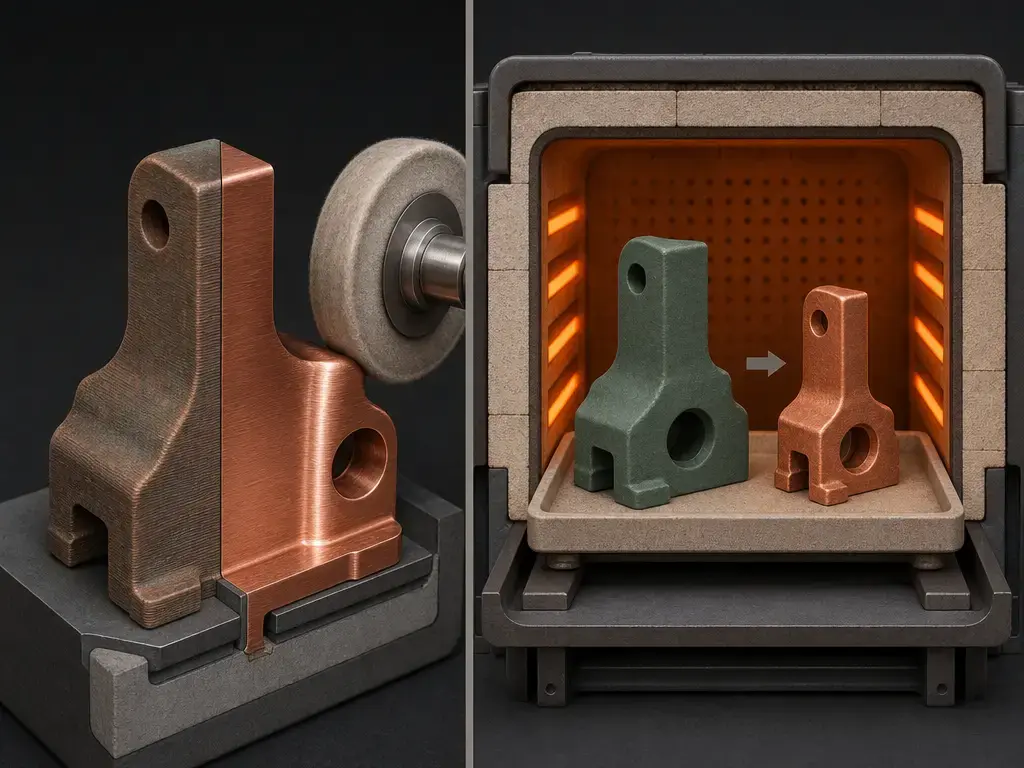
HTPLA heat treatment is not sintering. Protopasta’s cited copper HTPLA guidance is 110 °C for 10 minutes, which is a polymer heat-treatment step intended to change the printed plastic composite, not to transform it into a dense metal part. [11] Bound-metal copper uses a separate furnace workflow: TVF’s overview for copper uses a debind ramp of 55.6 °C/h to 482 °C with a 4 h hold, then a sinter ramp of 111.1 °C/h to the sinter temperature with a 5 h hold, and it lists 1052 °C for copper with expected shrinkage of 7-10% under those instructions. [17] That 7-10% figure is vendor guidance for its process, not a universal rule. [17] Research routes can be higher: one study reports 14-16% shrinkage for its selected forming-gas process route, while another MEAM study reports linear shrinkage of 13.2% in X, 13.4% in Y, and 13.8% in Z. [24] [25] Successful copper sintering depends on controlled debinding and sintering conditions and atmosphere, not temperature alone. [24] For exact furnace recipes, follow the manufacturer or service-provider instructions for your specific feedstock and furnace. [17]
Do not blur polish-and-patina finishing with furnace densification. One changes surface appearance on a polymer composite, and the other changes the material state of a bound-metal feedstock. [11] [17]
Conductivity & resistivity – answering “is copper filament conductive?” without the trap
If there is no measured resistivity or conductivity value, do not call the filament conductive. [3] ASTM D257 covers DC resistance or conductance of insulating materials and explicitly points users to ASTM D4496 for moderately conductive materials, while metallic conductor materials belong in a different measurement context such as ASTM B193. [2] [3] [4] For polymer composites, Ω·cm or Ω·m is usually the clearest way to describe electrical behavior; for sintered metal parts, you will also see S/m or %IACS. [3] [4] [25]
Decorative copper-fill products in this article are not the conductive category. colorFabb says its copperFill is not conductive. [8] Protopasta says its copper HTPLA does not contain enough copper to be electrically conductive, sintered, or plated. [11] A conductive composite example does exist, but the only responsible way to discuss it is by citing measured values and stage labels. Multi3D’s FAQ reports an average resistivity of 0.006 Ω·cm using its described measurement method, while Uffelmann et al. reported 0.033 Ω·cm and 5.59 × 10^-3 %IACS for Electrifi in a printed-study-specimen context. [19] [21] Those two values are not interchangeable, and the difference is a good reminder that geometry, print path, and test setup matter. [3] [19] [21] More broadly, Podsiadły et al. showed that an ABS/Cu composite at 84.6 wt% Cu could reach 0.156 × 10^-5 Ω·m in a study specimen, which is very different from decorative metal-filled PLA behavior. [20]
Bound-metal copper conductivity belongs to the sintered-part stage, not the filament or as-built green-part stage. Uffelmann et al. reported Filamet Copper as not conductive in the as-built state, but after debinding and sintering they measured 45.84 %IACS and 3.77 × 10^-6 Ω·cm. [21] Schüßler et al. showed why atmosphere matters by linking conductivity improvement to the reduction of copper oxides by hydrogen in forming gas, reporting 95.7% density and 96% IACS for one filament after forming-gas sintering. [24] Cañadilla et al. reported up to 48 × 10^6 S/m, about 82% IACS, for MEAM copper parts in another sintered route. [25] In other words, the question is not “is copper filament conductive?” in the abstract, but “which copper filament, measured at which stage, under which process?” [3] [21] [24] Geometry and anisotropy matter throughout. ASTM D4496 explicitly notes that anisotropy can be important, and printed parts can measure differently along or across the printed path. [3]
Density, metal loading, shrinkage, wear, strength – what the numbers actually mean
Density and metal loading only make sense when you label the stage. At the filament stage, colorFabb’s storefront lists 3.9 g/cm³ for copperFill, while its TDS lists 4 g/cm³ by ISO 1183. [6] [7] Protopasta’s SDS lists 60 wt% copper alloy, 39 wt% polylactide resin, and 1 wt% other polymers for its copper HTPLA. [12] TVF’s products table lists Copper Filamet at 86.0-90.7% load by mass and 4.50-5.00 g/cc filament density. [15] Those numbers are useful, but they do not describe a sintered copper part. [5] [15] Filament density measured with a plastics method and final metal density after debinding and sintering are not the same property. [5] [24] [25]
Shrinkage is where sloppy copper-filament articles often go wrong. TVF’s cited expectation is 7-10% shrinkage when following its debind-and-sinter instructions. [17] That figure should be read as vendor guidance for a particular material, furnace setup, and process window. [17] Independent studies show larger values under other routes: Schüßler et al. report 14-16% shrinkage for their selected process route, and Cañadilla et al. report axis-specific linear shrinkage of 13.2% in X, 13.4% in Y, and 13.8% in Z. [24] [25] The practical rule is simple: shrinkage is process-, geometry-, orientation-, furnace-, and atmosphere-dependent, so compensation belongs in your workflow, not in a single “typical copper” number. [17] [24] [25]
Wear guidance is equally product-specific. Protopasta explicitly recommends hard steel nozzle and gears for its brass, bronze, and copper PLAs, and it says rough filament can wear tubing faster. [13] TVF’s copper feedstock likewise specifies a 0.6 mm hardened steel nozzle for the print stage before debinding and sintering. [15] [16] That does not mean every copper-looking spool is abrasive. It means filler presence, loading, and workflow determine the hardware recommendation. [13] [15] As for strength, do not generalize that “copper filament is stronger” or “weaker” across decorative, conductive, and bound-metal categories. For broad mechanical comparisons beyond the cited product docs and copper-part studies here, no reliable universal figure was found.
Applications – choose by material class
Decorative copper-fill PLA and HTPLA make the most sense where appearance and tactile feel matter more than electrical performance. Think sculptures, props, plaques, knobs, trophies, signage, jewelry, and patina-focused art, especially when you are willing to expose more metal at the surface through brushing or polishing. [6] [11] For these materials, the useful mental model is simple: they print like plastic and finish like metal. [6] [11]
Functional use cases split cleanly by class. Conductive copper/polymer composites are for low-current experiments, printed traces, and related work only when a resistivity value is actually published for the material or printed specimen. [19] [21] Bound-metal copper is the route for real metal parts such as inductive or other electrical and thermal components when you can control debinding, atmosphere, sintering, and shrinkage compensation. [24] [25] Schüßler et al. specifically studied pure copper inductors, while Cañadilla et al. reported sintered copper properties high enough to matter for functional part design. [24] [25] Do not make wiring or heat-sink claims for decorative copper-fill PLA or HTPLA without measured post-print conductivity or thermal-conductivity data. For the decorative products cited here, no reliable such figure was found in the cited product docs. [8] [11] [25]
Limitations, failure modes, and safety
Copper-containing filaments can introduce print annoyances that plain PLA users may not expect. colorFabb notes that copper powder changes heat migration during printing, and Protopasta warns that rough filament can wear tubing faster and benefits from hardened hardware in its copper-containing PLA family. [10] [13] Filled materials can therefore show more sensitivity to nozzle choice, heat balance, and feed-path friction than their plain-color counterparts. [10] [13] That does not mean every copper-filled spool is difficult, only that you should not treat the whole category as ordinary PLA with a new color. [7] [11]
Bound-metal copper has a second layer of limitations because the print is only the beginning. TVF’s print guide sets minimum geometry constraints such as 1.8 mm wall and top/bottom thickness and at least 50% infill for sintered parts, which is already a clue that green-part printability and furnace survival are linked. [16] Even after a successful print, shrinkage remains variable and atmosphere sensitive. [17] [24] Independent work makes that concrete: Uffelmann et al. reported that simple test pieces could reach useful post-sinter conductivity, while more complex coil geometries still failed during debinding and sintering in the presented study. [21] That is why bound-metal copper is a workflow commitment, not a drop-in material swap. [17] [21]
Safety framing should stay source-backed and specific. colorFabb and TVF SDS documents both warn that heating above 240 °C may produce irritating fumes, and TVF adds a direct ventilation recommendation. [9] [18] In a peer-reviewed emissions study on metal-additive filaments, airborne particles below 50 nm dominated the size-weighted concentration, and emissions increased when the studied filaments were printed above 200 °C. [22] UL Chemical Insights summarized related work by noting that metal composite filaments can contain up to 96% metals and metalloids by weight and that ultrafine particles are part of the emissions context. [23] The careful conclusion is not panic, but process discipline: follow the SDS/TDS, use ventilation, and do not turn emissions context into a made-up health-risk number. [9] [18] [22] [23]
Current research & market context
Current research reinforces the three-way split that shopping pages often blur together. Independent measurements show a large gap between a printed conductive composite such as Electrifi at 5.59 × 10^-3 %IACS in one study specimen and a debound-and-sintered copper feedstock at 45.84 %IACS in the same paper. [21] Other research pushes sintered copper even higher, including 96% IACS after forming-gas sintering in one study and about 82% IACS with 363 W/m·K thermal conductivity in another MEAM route. [24] [25] That is why “metal filament” or “copper filament” remains a confusing market label: consumer media often groups decorative metal-filled polymers, conductive composites, and sinterable feedstocks under one umbrella, even though the print settings, post-processing, and performance expectations are fundamentally different. [26]
Bottom line – choosing the right copper filament
Copper filament only makes sense once you decide which class you actually need. Decorative copper-fill is for look, weight, polish, and patina, not conductivity or sintering. [8] [11] Conductive composite only deserves the label when a resistivity or conductivity value is published for the relevant stage. [3] [19] Bound-metal copper is the route to real copper parts, but only if you are prepared for debinding, sintering, shrinkage compensation, and atmosphere control. [17] [24] [25]
FAQ
Is copper filament conductive?
Not by default. In this article, a filament only counts as conductive when a manufacturer or peer-reviewed study gives a measured resistivity or conductivity value for the relevant stage, and ASTM D4496 frames moderately conductive materials as 10^0 to 10^7 Ω·cm in volume resistivity. [3] Decorative copper-fill products cited here are explicitly non-conductive, while conductive composites and sintered copper parts are the categories where measured numbers appear. [8] [11] [19] [21]
What’s the difference between copper-filled PLA and copper-colored PLA?
Copper-filled PLA or HTPLA discloses real copper powder or copper alloy in the material docs, often with a density increase and finishing guidance such as polishing or patina. [6] [11] [12] Copper-colored PLA may only describe appearance and may offer no copper-content number, no resistivity value, and no debind/sinter workflow. That means color alone is not enough to classify it.
Do I need a hardened steel nozzle for copper filament?
Sometimes, not always. Protopasta’s official material data table recommends a hard steel nozzle and gears for its brass, bronze, and copper PLA family, while TVF specifies a 0.6 mm or larger hardened steel nozzle for Copper Filamet. [13] [16] The rule is to follow filler- and vendor-specific guidance, not to assume every copper-colored polymer needs the same hardware. [13] [16]
What print temperatures should I use for copper filament?
There is no single copper-filament temperature. colorFabb copperFill lists 195-220 °C nozzle and 50-60 °C bed, Protopasta’s copper HTPLA lists 185-215 °C nozzle and room-60 °C bed, and TVF’s copper feedstock starts at 220 °C and tunes within 200-230 °C with optional 40-65 °C bed heat. [7] [11] [16] Electrifi is different again at 140-160 °C for 1.75 mm in the cited FAQ. [19]
Can copper-fill PLA be polished or patinated?
Yes, if the product actually contains copper-bearing filler and you expose enough of that filler at the surface. colorFabb markets copperFill around polishing for a shiny copper effect, and Protopasta explicitly describes brushing, polishing, and patina on exposed metal surfaces. [6] [11] The visual result is therefore a finishing question, not a conductivity claim. [8] [11]
Expert: What furnace atmosphere issues matter when sintering copper from bound-metal filament?
Oxygen control matters because copper oxides hurt final performance. TVF states that oxygen is damaging to the metal sintering process, and Schüßler et al. explain conductivity improvement in forming gas by reduction of copper oxides by hydrogen, reporting up to 96% IACS in that route. [15] [24] In practice, atmosphere is part of the core process window, not an optional afterthought. [24]
Expert: How should conductivity/resistivity be reported for printed copper composites vs sintered copper parts?
Keep the unit and the stage matched to the material state. For polymer or polymer-composite materials, D257 and especially D4496 provide the plastics-side context, so Ω·cm or Ω·m with a clear stage label such as filament, printed composite, or study specimen is appropriate. [2] [3] For sintered copper parts, use the metallic-conductor context such as ASTM B193 and report in units appropriate to metals, including S/m or %IACS. [4] [25] Do not collapse filament-stage, printed-composite, green-part, and sintered-part values into one ranking. [3] [21]
Sources
Standards / test methods
- ISO — ISO/ASTM 52900:2021 listing (AM vocabulary): https://www.iso.org/standard/74514.html
- ASTM — D257 listing (insulating materials DC resistance): https://store.astm.org/standards/d257
- ASTM — D4496 listing (moderately conductive materials; resistivity range): https://store.astm.org/standards/d4496
- ASTM — B193-20 listing (metal conductor resistivity): https://store.astm.org/b0193-20.html
- ISO — ISO 1183-1:2025 listing (density methods for plastics): https://www.iso.org/standard/85977.html
Manufacturer / official documentation
- colorFabb — copperFill product page: https://colorfabb.us/copperfill
- colorFabb — copperFill TDS v1.0 (2023-11-28): https://mcstaging.colorfabb.com/media/datasheets/tds/colorfabb/TDS_E_ColorFabb_CopperFill.pdf
- colorFabb — metal % + “not conductive/not sinterable” support note (Updated 2024-02-26): https://support.colorfabb.com/hc/en-150/articles/20279272669841-What-percentage-steel-bronze-copper-is-your-steelFill-bronzefill-copperFill
- colorFabb — CopperFill SDS rev 1.0 (2017-08-09): https://colorfabb.com/media/datasheets/sds/colorfabb/SDS_E_ColorFabb_CopperFill.pdf
- colorFabb — “How to print with copperFill” (Updated 2024-02-26): https://support.colorfabb.com/hc/en-150/articles/360003024218-How-to-print-with-copperFill
- Protopasta — Copper-filled Metal Composite HTPLA product page: https://proto-pasta.com/products/copper-metal-composite-htpla
- Protopasta — Copper Composite HTPLA SDS (rev 2026-03-09): https://cdn.shopify.com/s/files/1/0717/9095/files/HTPLA_Copper_Alloy.pdf
- Protopasta — Material Data Table (nozzle/gears note): https://proto-pasta.com/pages/material-data-table
- The Virtual Foundry — Copper Filamet product page: https://shop.thevirtualfoundry.com/products/copper-filamet
- The Virtual Foundry — Products/spec table (load by mass, sinter temp, oxygen note): https://thevirtualfoundry.com/products/
- The Virtual Foundry — Printing guide: https://thevirtualfoundry.com/print/
- The Virtual Foundry — Debinding & sintering guide: https://thevirtualfoundry.com/debind-sinter/
- The Virtual Foundry — Copper Filamet SDS (rev Jan 2024): https://thevirtualfoundry.com/wp-content/uploads/2024/03/The-Virtual-Foundry-SDS-Copper-24-01.pdf
- Multi3D — Electrifi FAQ (resistivity/spec guidance): https://www.multi3dllc.com/faqs/
Scientific / independent research
- Podsiadły et al. (Springer) — copper/polymer resistivity vs wt%: https://link.springer.com/article/10.1007/s10854-018-0391-4
- Uffelmann et al. (CEAS Space Journal) — Electrifi vs Filamet Copper conductivity (%IACS, Ω·cm): https://link.springer.com/article/10.1007/s12567-022-00475-8
- Tedla & Rogers (STOTEN; via OSTI) — particulate emissions, <50 nm, temp >200 °C: https://www.osti.gov/pages/biblio/2425604
- UL Chemical Insights — TB 630 (metal composition in emitted particles context): https://chemicalinsights.ul.org/wp-content/uploads/2024/01/TB_630_Metal_Composition_3DPrinting_Emissions.pdf
- Schüßler et al. (MDPI Materials 2023) — forming gas reduces oxides; 96% IACS; 14-16% shrinkage: https://www.mdpi.com/1996-1944/16/20/6678
- Cañadilla et al. (MDPI Materials 2022) — shrinkage by axis; 48×10^6 S/m; 363 W/m·K: https://www.mdpi.com/1996-1944/15/13/4644
Industry media (context only)
- All3DP — metal filament basics (market confusion context only): https://all3dp.com/2/3d-printer-metal-filament-basics-best-brands/



