Summary
3D printer resin types are best understood as material families used in vat photopolymerization, not as one universal plastic formula. [1] [3] In practice, buyers are choosing between different behavior profiles such as detail-first model resins, tougher engineering resins, flexible elastomers, burnout-friendly castables, and intended-use-specific dental or biocompatible systems. [3] [5] [6] [7] [9]
Bottle labels are only shorthand. ISO/ASTM 52900:2021 standardizes process terminology for additive manufacturing, but it does not turn words like “ABS-like,” “tough,” or “water-washable” into universal mechanical classes. [1] Real selection work happens in the technical data sheet (TDS), the safety data sheet (SDS), and the validated print, wash, and post-cure workflow for a specific printer and resin wavelength, such as 405 nm systems. [3] [4]
What 3D Printer Resin Types Are
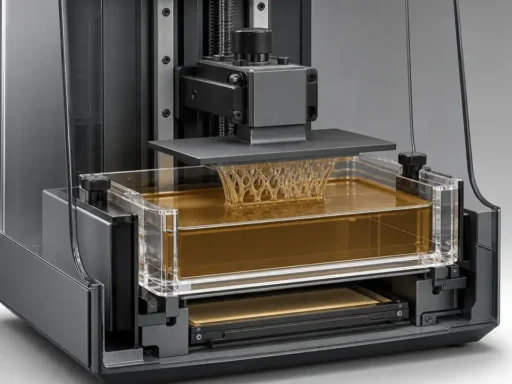
3D printer resin types usually refer to the different light-curable materials used in resin printers, not just to different printer architectures. [1] [3] Unlike filament extrusion systems that push melted thermoplastic through a nozzle, resin printers build parts by selectively curing liquid photopolymer in a vat. [1] [2] That makes resin selection a combined question of chemistry, printer compatibility, and post-processing rather than a simple brand choice. [3]
For most users, the practical categories matter more than the umbrella word “resin.” Standard resin may suit smooth visual models, tough or durable resin may fit clips and housings, flexible resin may work for seals, castable resin is used for burnout patterns, and medical or dental resin should only be used where its intended use and workflow are documented. [5] [6] [7] [9] [14] [15]
Vat Photopolymerization 101: SLA, DLP, and MSLA/LCD
The standards-level term is vat photopolymerization. [1] [2] In the ISO/ASTM framework used across additive manufacturing, vat photopolymerization is one of seven process categories, so it is more accurate than treating every resin printer as “SLA” by default. [1] [2]
Within that family, SLA, DLP, and MSLA/LCD are implementations rather than separate material classes. [2] SLA typically uses a scanning light source, DLP projects an image, and MSLA/LCD uses a masked light source through an LCD-type imaging approach. [2] In all three cases, resin performance still depends on matching reactivity to the printer’s optical system and validated settings, including wavelength compatibility such as 405 nm workflows documented by Prusa for its SL1 platform. [3]
This terminology matters because hobby shorthand gets messy quickly. A user may say “SLA resin” when the machine is actually MSLA/LCD, while published literature has also mixed DLP, LCD, and SLA-style wording in ways the standards were meant to clarify. [2] Using the standards language does not improve print quality by itself, but it does reduce confusion when comparing exposure behavior, workflow guidance, and material documents across printer types. [1] [2]
How Resin Chemistry and Printing Conditions Change Results
Most printing resins are blends rather than single substances. At a high level, the formulation is built from monomers or oligomers, photoinitiators, and additives. [3] Those components largely determine how fast the resin reacts, how deeply light penetrates, how stiff or soft the cured network becomes, how easily supports release, and how the part responds to washing and post-curing. [3] [13]
Exposure behavior is chemistry-dependent too. Colorants, pigments, and fillers change light attenuation and scattering, so “detail,” “accuracy,” and “resolution” are not interchangeable terms. [13] A resin can print very fine visible features yet still distort dimensionally if shrinkage, overexposure, or post-cure stress are not controlled. [13] Clear or lightly pigmented systems often behave differently from opaque or heavily filled ones because optical penetration through the liquid changes the cure profile. [13] Viscosity also matters: it affects drainage, refill behavior, trapped resin risk, and sometimes surface finish, which is one reason vendors specify storage and handling conditions instead of listing mechanical properties alone. [3]
Post-processing is part of the material system, not an optional extra. The VOC review notes that VP workflows commonly include resin beds heated around 30–40 °C, followed by alcohol washing and post-curing, and a 2026 study showed that UV post-curing changed properties differently across five commercial resins printed at 50 μm with a 405 nm source and cured at 60 ± 2 °C for 0 to 60 minutes. [12] [13] In that study, rigid photopolymers gained roughly 15% to 60% in stiffness, while a flexible resin showed a much smaller modulus increase of about 25% and a UTS increase of about 13%. [13] That is why TDS numbers only make sense with their process context attached.
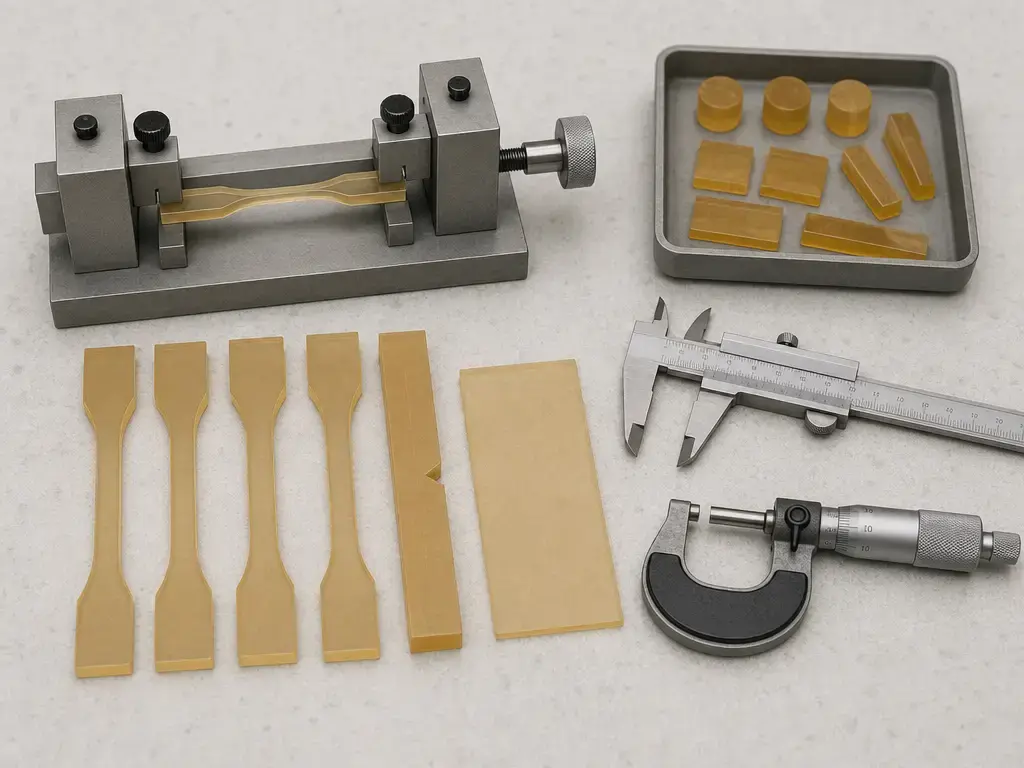
Key TDS fields to compare: tensile strength, tensile modulus, elongation at break, impact strength, HDT/Tg, Shore hardness, ash content, viscosity, dimensional stability, biocompatibility endpoints, and processing conditions. [4] [5] [6] [9] [11]
How to read a resin TDS and SDS
Use this checklist before trusting any marketing label. [4]
| Document | What to check first | Why it matters |
|---|---|---|
| TDS | Printer, layer height, wash, cure, test method | Most headline properties are only valid under that workflow. |
| TDS | Tensile, impact, HDT/Tg, Shore, ash, optical or chemical data | Different resin families need different metrics. |
| SDS | Hazard statements, PPE, storage, disposal language | Liquid-resin handling rules come from the SDS, not the ad copy. |
| Both | Intended use and validation boundaries | “Biocompatible,” “castable,” or “water-washable” does not replace process qualification. |
3D Printer Resin Types Comparison
This quick comparison is based on verified vendor examples and official guidance, but the family names are still buying shorthand rather than standardized mechanical classes. [1] [5] [6] [7] [8] [9] [14] [15]
| Resin type | Typical strengths | Typical uses | Main cautions |
|---|---|---|---|
| Standard/model resin | Detail, smooth surface, low-cost prototyping | Miniatures, visual models, fit checks | Brittle under load; not a universal structural choice |
| Tough / durable / ABS-like | Higher elongation, impact resistance, snap-fit behavior | Enclosures, clips, jigs, prototypes | Labels are not standardized; post-cure changes results |
| PP-like / low-friction durable | Ductility, lower-friction behavior, living-hinge-style use if validated | Functional prototypes, flexible snap features | “PP-like” is a behavior analogy, not the same chemistry as polypropylene |
| Flexible / elastic | Shore A behavior, bending, sealing | Gaskets, grips, bumpers | Support removal and dimensional control can be harder |
| Castable | Burnout-focused, low ash, wax/filler content | Investment-casting patterns | Requires material-specific casting workflow |
| High-temp / rigid / composite | Stiffness, heat resistance, tooling aid potential | Fixtures, molds, test rigs | Filled systems are highly vendor-specific |
| Clear | Transparent or translucent use cases | Covers, light pipes, display parts | Optical performance depends heavily on finishing and cure control |
| Dental / biocompatible | Intended-use-specific validation | Guides, splints, devices | Certification is specific to material, process, and use case |
Read the table as selection logic, not as a universal ranking. [5] [6] [7] [9] The same vendor may publish a strong general-purpose resin, a more compliant tough resin, and a casting resin whose most relevant metric is ash rather than impact strength. [5] [6] [9] [11] Medical and dental labels need even more caution because FDA review focuses on the finished device and intended use, not on blanket approval of a raw resin bottle. [14] [15]

Standard Resin for Detail and General-Purpose Prototyping
Standard resin is the default reference point for many users because it often balances printability, appearance, and stiffness better than more specialized families. [5] A verified example is Formlabs White Resin V5, which reports an ultimate tensile strength of 62 MPa, a tensile modulus of 2675 MPa, an elongation at break of 13%, and an HDT at 1.8 MPa of 59 °C after a defined post-cure workflow. [5] Those values were measured on parts printed on a Form 4 at 100 μm layers, washed for 5 minutes in at least 99% IPA, and post-cured for 15 minutes at 60 °C. [5]
That profile helps explain why standard resin works well for visual models, miniatures, anatomical display parts, and fit-check prototypes where crisp surfaces and clean geometry matter. [5] It also shows why “standard” does not mean “generic.” A different resin, printer, layer height, or cure cycle can shift strength, stiffness, and heat resistance enough to change whether a part is mainly a presentation model or a usable shop fixture. [5]
Tough, Durable, ABS-Like, and PP-Like Resins
These labels overlap in store listings, but they should not be treated as one category. “Tough” usually points to a stiffer material that can tolerate more strain and impact than a standard model resin, while “durable” or “PP-like” usually suggests more ductile, lower-friction, hinge-friendly behavior. [6] “ABS-like” and “PP-like” are behavior analogies meant to help users picture failure mode, snap-fit response, or feel; they are not claims of chemical equivalence. [1] [6]
Formlabs Tough 1500 is a useful example of a tougher, more resilient engineering resin. Its TDS reports 33 MPa ultimate tensile strength, 1.5 GPa tensile modulus, 51% elongation at break, and 1387 J/m unnotched Izod after post-curing. [6] Those values were generated on Form 2 prints at 100 μm with a Form Cure post-cure of 60 minutes at 70 °C, so the published performance already includes the post-processing recipe. [6] That is why tough-resin comparisons should always ask what “tough” means in context: higher impact resistance, more strain before break, or better recovery under repeated flexing. [6]
PP-like naming needs even more caution. Tough 1500 itself is described by Formlabs as offering polypropylene-like strength, which is a useful functional hint, but it does not mean the resin behaves like polypropylene in chemistry, solvent response, or creep. [6] In the current verified source set, no reliable figure found for a second official cross-vendor engineering-resin benchmark that could be compared fairly without adding unsupported context, so these labels are best treated as vendor-specific signals and checked against the TDS directly. [4] [6]
Flexible and Elastic Resins
Flexible and elastic resins need to be read differently from rigid materials. Shore hardness, elongation at break, tear strength, rebound, fatigue, and compression set can matter more than high tensile modulus because the part may be bending, sealing, cushioning, or snapping back rather than carrying a static load. [7] [8] Hardness labels are only part of the story. On Formlabs’ current pages, Flexible 80A Resin V2 appears with an 83A value in a comparison table while the product name refers to 80A, which shows that the name signals a hardness class rather than a full mechanical specification. [8]
As a verified example, Flexible 80A Resin V2 lists 10 MPa ultimate tensile strength, 230% elongation at break, and 28 kN/m tear strength. [7] Those figures fit grips, seals, bumpers, and soft inserts, but they do not automatically guarantee good long-term rebound or low compression set in every geometry. [7] For cross-vendor comparison of compression set, rebound, or fatigue life, no reliable figure found that can be generalized across brands from the present source set, so those properties still need product-specific validation before end use. [4] [7]
Castable Resins for Jewelry and Investment Casting
Castable resins are pattern materials, not finished-part materials. Their job is to print clean geometry, survive handling, and then burn out with controlled ash and expansion behavior so the investment-casting workflow stays predictable. [9] [11] That is why castable comparison focuses on ash, thermal behavior, thickness guidance, and burnout workflow instead of the tensile-and-impact language used for engineering resins. [9] [11]
Formlabs True Cast Resin is a current example aimed at thicker casting patterns. The product page reports 0.03% ash content, thermal expansion of 174.2 μm/m/°C, and suitability for components up to 5 mm thick. [9] Its handling is explicitly workflow-specific: wash for 5 minutes in IPA or ethyl alcohol at 91% or higher, then cure for 10 minutes without heat in Form Cure or 3 minutes in Form Cure V2. [9] Castable Wax 40 provides a second data point with different priorities: its TDS lists a temperature at 5% mass loss of 249 °C, ash content of 0.0–0.1%, and data generated from green parts printed at 50 μm without post-cure. [11] None of those numbers alone guarantees final metal quality, because investment, spruing, burnout schedule, wall thickness, and foundry practice still control a large share of the result. [9] [11]
Specialty Resins: High-Temp, Rigid/Composite, Clear, Dental, and Biocompatible
High-temp, rigid, and composite resins are usually chosen for stiffness, thermal resistance, or tooling-related use cases rather than for general prototyping. [13] They are also where generic advice becomes risky, because filled formulations, cure response, and shrink behavior vary sharply by product. [13] In the current verified source set, no reliable figure found for a category-wide high-temp or rigid/composite benchmark that could be presented without implying false equivalence across vendors. [4]
The same caution applies to clear resins. Transparency, haze, yellowing, and over-cure sensitivity are highly material- and finishing-specific, so no reliable figure found here for a universal “clear resin” rule beyond the general point that optical behavior depends on formulation and process control. [4] [13]
For dental and biocompatible materials, start with FDA logic rather than marketing language. FDA guidance makes clear that the agency does not grant blanket approval to a raw material in the abstract; review centers on the finished device, its intended use, and the manufacturing controls that produce it. [14] Even when a 3D printing material is associated with a cleared or approved device category, that does not turn every print from that bottle into a generally safe medical article. [14]
Biocompatibility is also endpoint- and use-specific. FDA’s biocompatibility guidance, framed around ISO 10993 use, evaluates biological response in the context of contact type, anatomical location, frequency, and duration of exposure. [15] So “biocompatible resin” should be read as a claim tied to a documented material, printer, wash, post-cure, and intended application, not as a generic synonym for “body safe.” [14] [15] If you are printing splints, guides, skin-contact parts, or any other regulated-contact item, the right question is not “Is this resin safe?” but “Is this exact workflow validated for this exact use?” [14] [15]
How to Choose, Wash, Dry, and Post-Cure Resin Prints
A good resin decision starts with the part’s job, not the bottle label. [3] [4] The same printer can produce a display model, a clip, a gasket, or a casting pattern, but only if the material, wavelength compatibility, and post-processing match the intended use. [3] [5] [6] [9] That is also why one vendor’s “best settings” are not universal advice for another printer or another resin family. [3]
- Define function and contact environment.
- Choose the resin family.
- Verify printer wavelength and validated settings.
- Read TDS and SDS.
- Plan orientation and supports.
- Wash, dry, post-cure.
- Test a representative part before end use.
That workflow matters because the verified examples in this article all depend on specific post-processing. White Resin V5 was washed for 5 minutes in at least 99% IPA and post-cured for 15 minutes at 60 °C, Tough 1500 needed 60 minutes at 70 °C for its published properties, and True Cast Resin uses a different wash-and-cure routine altogether. [5] [6] [9] The VOC review also treats washing and post-curing as real stages of the process, not cleanup afterthoughts, and notes that VP systems commonly run with resin beds around 30–40 °C before those downstream steps even begin. [12]
A short but important note on water-washable resin: it describes a cleaning-method variant, not a separate safety class and not a guaranteed mechanical class. [4] It does not mean drain-safe, harmless, or universally low-odor. [4] [10] For storage, use vendor guidance rather than forum folklore; Prusa lists room-temperature handling at 18–32 °C for its resin workflow, and presents that as product guidance, not as a universal standard for all photopolymers. [3]

Performance Metrics That Matter in Resin Comparison
The most useful resin metrics are the ones that match the part’s failure mode. For rigid parts, tensile strength, tensile modulus, elongation at break, impact strength, and HDT are usually the starting set. [5] [6] For soft parts, Shore hardness and tear strength become more important. [7] [8] For casting patterns, ash and thermal-loss behavior matter more than impact data. [9] [11] In every case, the test context should travel with the number: printer, layer height, wash step, cure step, load condition, and method label. [4] [5] [6]
That context changes the interpretation. White Resin V5’s reported 62 MPa UTS, 2675 MPa modulus, 13% elongation, and 59 °C HDT at 1.8 MPa were measured on Form 4 prints at 100 μm after a 5-minute wash in at least 99% IPA and a 15-minute cure at 60 °C. [5] Tough 1500’s 33 MPa UTS, 1.5 GPa modulus, 51% elongation, and 1387 J/m unnotched Izod came from Form 2 prints at 100 μm cured for 60 minutes at 70 °C. [6] Flexible 80A Resin V2 lists 10 MPa UTS, 230% elongation, and 28 kN/m tear strength on a current vendor page, which is useful for comparison but not identical in documentation depth to a full TDS method table. [7] Castable Wax 40 instead reports 249 °C at 5% mass loss and 0.0–0.1% ash on green parts printed at 50 μm without post-cure. [11] Beyond these headline numbers, viscosity, water absorption, dimensional stability, and shrinkage or warpage can decide whether a part succeeds in practice. [3] [13]
Safety, VOCs, Odor, and Disposal
Liquid resin hazards come first. A verified example from the Castable Wax 40 SDS lists H315, H318, H317, and H411, and specifies protective gloves, protective clothing, and eye protection. [10] That is why brief skin contact is still poor practice. The SDS, not the smell, defines the contact hazard. [4] [10]
Odor is not a hazard measurement. The VOC review shows that emissions are both stage-specific and resin-specific. [12] In one reviewed study, the most abundant measured VOCs for a clear resin were 2-hydroxypropyl methacrylate at 6 µg/m³, ethyl methacrylate at 4 µg/m³, and methyl methacrylate at 6 µg/m³, while a castable-wax example showed nonanal at 13 µg/m³. [12] These are study-specific examples, not universal exposure values. [12] The same review says post-curing can reduce VOC emissions by up to ten-fold, that printed items may outgas for several hours, and that one study suggested leaving printed items in a gas flow for 2–3 hours to reduce emissions further. [12]
Wash solvent is a separate issue again. VP workflows commonly involve IPA or ethanol washing, so solvent ventilation and ignition control should not be conflated with the resin’s own SDS profile. [12] For example, the Castable Wax 40 SDS lists an initial boiling point above 100 °C, a flash point above 93.5 °C, and “not flammable” for that product, which does not remove the distinct fire and exposure risks of the alcohol used to clean it. [10]
For disposal, follow the product SDS and local rules. The verified SDS language says to dispose of the material safely according to local and national regulations and not allow it to be released into the environment. [10] That applies to uncured resin, resin-contaminated wipes, and spent or contaminated wash media. [10] Fully cured parts may be handled differently by local waste systems, but only when they are actually cured and local guidance allows it. [4] [10] In short, keep liquid contact hazards, airborne emissions, solvent hazards, and waste handling as separate safety questions instead of rolling them into one vague idea of “toxic fumes.” [10] [12]
Applications — Which Resin Type to Use
If you start from the job the part must do, resin selection becomes much easier. [5] [6] [7] [9]
- Miniatures and visual models: standard/model resin. [5]
- Functional clips and housings: tough/durable resin. [6]
- Gaskets and grips: flexible/elastic resin. [7]
- Jewelry patterns: castable resin. [9]
- Fixtures near heat: high-temp/rigid resin. [13]
- Dental or skin-contact devices: certified biocompatible resin and validated workflow only. [14] [15]
The caution on the last bullet is the most important. A material can be marketed into a medical or dental workflow and still require device-specific validation for contact duration, post-processing, and intended use. [14] [15]
Limitations and Common Mistakes
Many “bad resin” prints are really workflow failures. Brittle parts can come from a detail-oriented resin family, but they can also result from under-cure, over-cure, trapped resin, poor drainage, or geometry that concentrates stress. [3] [12] Warping, aging under light, and solvent swelling are also real failure modes, especially when users assume a cured photopolymer behaves like an injection-molded thermoplastic. [3] [13] Post-cured parts can still outgas for hours in some study conditions, which is another reminder that a print is not finished the moment it leaves the build platform. [12]
Marketing shorthand adds another layer of confusion. “ABS-like” and “PP-like” are analogies, not chemistry identities. [6] “Water-washable” does not mean drain-safe. [4] [10] “8K” is not a standardized resin-performance metric, so no reliable figure found linking that label by itself to final dimensional accuracy. [1] [3] “Bio,” “eco,” and “food safe” are too vague to stand in for a TDS, SDS, or intended-use validation path, and “biocompatible” is never the same as universally body safe. [4] [14] [15]
Current Research and Market Context
Vat photopolymerization is still an active measurement-science and materials-research field, not a settled consumer-appliance category. [16] NIST describes ongoing work around high-resolution, mechanically precise photopolymer additive manufacturing, with emphasis on characterization, process understanding, and standards-relevant metrology. [16] That is a useful check against bottle marketing: the industry is still learning how to connect voxel-scale curing behavior to predictable part performance. [16]
Recent evidence points to trade-offs rather than one-way improvement. The 2026 post-curing study showed resin-dependent gains in stiffness and strength, but also dimensional penalties in rigid systems, while the VOC review shows that emissions and outgassing remain part of the research picture alongside mechanics. [12] [13] New materials will keep arriving, but they should be treated as specific workflows and formulations, not as universal replacements for every standard, tough, or flexible resin now in use. [12] [13] [16]
How to Choose the Right 3D Printer Resin Types for Your Project
The safest rule for choosing 3D printer resin types is simple: start with function, contact environment, and workflow, then validate with the TDS and SDS instead of trusting category names alone. [3] [4] Use standards-based process language so you do not confuse vat photopolymerization with only one implementation such as “SLA,” check wavelength and handling compatibility, and treat published property numbers as workflow-qualified rather than universal material truth. [1] [3] [5] [6] [7] [9] If the part has any medical, dental, or prolonged-contact claim, let intended use and biocompatibility documentation lead the decision, not brand shorthand. [14] [15]
FAQ
What are the different 3D printer resin types?
The main families are standard or model resin, tough or durable resin, flexible or elastic resin, castable resin, high-temp resin, rigid or composite resin, clear resin, dental resin, and biocompatible resin. [5] [6] [7] [9] [14] [15] Those labels are practical selection categories, not universal standards for mechanical behavior. [1] [4]
Which resin type is best to use for SLA printing?
There is no single best type of resin for SLA printing because “best” depends on whether you need detail, impact tolerance, flexibility, burnout behavior, heat resistance, or contact-use validation. [5] [6] [7] [9] [14] [15] A display model and a gasket should not be optimized with the same resin or the same performance metric. [5] [7]
What is the difference between standard, tough, durable, ABS-like, and PP-like resin?
Standard resin is usually the detail-and-surface-finish baseline. [5] Tough resin aims for better impact and strain tolerance than standard resin, as shown by Tough 1500’s higher elongation and unnotched impact behavior under its defined post-cure workflow. [6] Durable, ABS-like, and PP-like are usually vendor shorthand for different functional behaviors, but they are not standardized classes and they do not mean the resin is chemically the same as ABS or polypropylene. [1] [6]
How do cure depth and light scattering affect resin print quality?
Cure depth is controlled by the interaction of wavelength, exposure, photoinitiator response, resin color, and light attenuation through the liquid layer. [3] [13] Pigments and fillers can change scattering and penetration, which shifts how much resin cures beyond the intended boundary. [13] That affects visible detail, dimensional accuracy, support fusion risk, and later shrinkage after post-cure, so fine-looking prints can still be dimensionally wrong if the cure profile is poorly matched to the resin. [13]
Do different 3D printer resin types produce toxic fumes?
Different resins and different workflow stages can emit different VOC mixtures, but the answer is more specific than a blanket yes or no. [12] Reviewed studies show measured VOC examples in the low µg/m³ range for specific setups and also show that post-processing can be a major emission stage, while odor alone is not a hazard measurement. [10] [12] Treat emissions, liquid contact hazards, and wash-solvent hazards as related but separate issues. [10] [12]
Is cured SLA resin body safe or food safe?
Not as a generic claim. FDA’s framework focuses on the finished device and intended use rather than blanket approval of a raw material, and biocompatibility evaluation is tied to contact type, duration, and device context under ISO 10993-style logic. [14] [15] In the current verified source set, no reliable figure found that would justify calling a generic cured VP resin universally body safe or food safe. [14] [15]
What data sheet values matter most when comparing resin for 3D printing?
Start with the values that match the job: tensile strength, tensile modulus, elongation at break, impact strength, HDT, Shore hardness, and ash content. [5] [6] [7] [9] [11] Then check the process context, because printer, layer height, wash, cure, and method label are part of the property claim. [4] [5] [6] If the application is sensitive, also compare viscosity, dimensional stability, solvent or water response, and any biocompatibility endpoints the vendor actually documents. [4] [15]
Sources
Accessed 2026-06-29 for all sources.
- ISO/ASTM 52900:2021. Standard. https://www.iso.org/standard/74514.html
- ScienceDirect review on vat photopolymerization in dental applications. Scientific review. https://www.sciencedirect.com/science/article/abs/pii/S010956412200269X
- Prusa Knowledge Base — Resins. Official documentation. https://help.prusa3d.com/article/resins_1977
- Formlabs — Materials Data Sheets. Manufacturer documentation. https://formlabs.com/materials/data-sheets/
- Formlabs White Resin V5 TDS. Manufacturer TDS. https://formlabs-media.formlabs.com/datasheets/2401899-TDS-ENUS-0.pdf
- Formlabs Tough 1500 TDS. Manufacturer TDS. https://formlabs-media.formlabs.com/datasheets/Tough_1500_TDS_EN.pdf
- Formlabs Flexible 80A Resin V2 product page. Manufacturer page. https://formlabs.com/products/flexible-80a-resin/
- Formlabs Flexible 80A global product page. Manufacturer page. https://formlabs.com/global/products/flexible-80a-resin/
- Formlabs True Cast Resin product page. Manufacturer page. https://formlabs.com/products/true-cast-resin/
- Formlabs Castable Wax 40 Resin SDS USA. Manufacturer SDS. https://formlabs-media.formlabs.com/datasheets/2024_Castable_Wax_40_Resin_SDS_USA.pdf
- Formlabs Castable Wax 40 TDS. Manufacturer TDS. https://formlabs-media.formlabs.com/datasheets/1901266-TDS-ENUS-0.pdf
- Nature / Journal of Exposure Science & Environmental Epidemiology VOC review. Scientific review. https://www.nature.com/articles/s41370-025-00778-y.pdf
- Springer study on UV post-curing trade-offs in stereolithography. Scientific study. https://link.springer.com/article/10.1007/s00170-026-18359-0
- FDA — Process of 3D Printing Medical Devices. Official guidance. https://www.fda.gov/medical-devices/3d-printing-medical-devices/process-3d-printing-medical-devices
- FDA — Basics of Biocompatibility. Official guidance. https://www.fda.gov/medical-devices/biocompatibility-assessment-resource-center/basics-biocompatibility-information-needed-assessment-fda
- NIST — Vat Photopolymerization. Official documentation. https://www.nist.gov/additive-manufacturing/research-areas/technologies/vat-photopolymerization
- Hubs / Protolabs Network benchmark article. Industry benchmark. https://www.hubs.com/knowledge-base/sla-3d-printing-materials-compared/
- All3DP benchmark article. Industry benchmark. https://all3dp.com/2/best-resin-for-3d-printer/