Summary
Castable resin is a vat-photopolymerized sacrificial pattern material used to make investment-casting molds from printed parts, and its so-called burnout temperature is not one universal value but a resin- and mold-specific cycle with ramps, holds, and a final peak. [1] [2]
In practice, castable resins work best when the printed pattern, the investment, and the kiln schedule are treated as one system. Failures usually start with thermal expansion before full decomposition, incomplete removal of solvent or uncured resin, trapped material inside hollow parts, or residue interpreted too optimistically from method-specific ash data. Research on polymer patterns shows that expansion can damage molds before burnout is complete, and ASTM E1131 makes clear that ash values are thermogravimetric results produced under a defined temperature program and gas environment, not guarantees of defect-free casting. [3] [4]
- Jewelers moving from wax to SLA/MSLA patterns.
- CAD modelers who already print resin parts but need casting-specific process control.
- Small casting studios comparing gypsum, phosphate, and shell workflows.
- Dental or jewelry users trying to translate one vendor’s schedule into another shop’s kiln reality.
- Anyone troubleshooting cracked investment, residue, or inconsistent burnout.
Castable Resin at a Glance (Castable vs Ordinary UV Resin vs Wax)
For direct casting from a printed pattern, the useful comparison is not simply resin versus wax. It is whether the material comes with burnout-specific data and a realistic workflow. That is the difference between a castable photopolymer and an ordinary model resin. Manufacturer examples include Formlabs Castable Wax Resin, described as 20% wax-filled, and Formlabs True Cast Resin, presented as a low-ash casting material. True wax printed patterns remain a separate category, with 3D Systems listing VisiJet M2 ICast as 100% wax on its ProJet MJP 2500 IC brochure. [5] [6] [7]
| Material | What it’s optimized for | Primary burnout risk | What to verify before casting |
|---|---|---|---|
| Castable photopolymer | Sacrificial printed patterns for direct investment casting; some makers publish ash, mass-loss, and schedule data. [5] [6] | Expansion, solvent carryover, or residue if cleanup and burnout are wrong. [3] | Resin-specific burnout schedule, investment compatibility, and whether curing is required. [2] [5] [6] |
| Ordinary model UV resin | Visual prototypes, fit checks, and display parts rather than documented burnout use. | Unknown ash/residue behavior and uncontrolled expansion in the mold. | No reliable casting figure found unless the maker publishes burnout-specific guidance. |
| True wax pattern | Direct wax-pattern production on dedicated wax printers, closer to traditional lost-wax handling. [7] | Melt-out and handling still matter, but the material class is different from photopolymer castables. [7] | Machine class, wax composition, melt behavior, and ash data. [7] |
The main expectation to set is simple: castable products are sold with process instructions, while ordinary model resins usually are not. Formlabs, for example, publishes full burnout schedules rather than a single safe temperature number. [2]
Historical Background: From Lost Wax to CAD + Printed Patterns
By the mid-2000s, trade technical literature in jewelry was already treating CAD/CAM and rapid prototyping as a workflow shift rather than a novelty. Adler and Fryé’s 2005 paper did not frame printed patterns as drop-in replacements for wax. It emphasized that shrinkage, thermal expansion, burnout parameters, and surface treatment had to be considered differently from traditional wax model casting. That remains a useful frame: the printed pattern changed, but mold chemistry and process control still decide whether the casting succeeds. [8]
What Is Castable Resin?
Castable resin, as used here, means a vat-photopolymerized sacrificial pattern material intended for investment casting. The ISO/ASTM 52900 terminology framework is useful because it anchors the process in additive manufacturing, while the casting use case defines the print as a pattern that must be removed cleanly from the mold before metal is poured. [1]
That distinction matters because jewelry resin is a broad shop term, not a technical category. Some jewelry-oriented resins are sold for presentation models, try-ons, or master patterns, while others are sold specifically for clean burnout. Formlabs Castable Wax Resin is described as 20% wax-filled with zero ash content and clean burnout, while True Cast Resin is presented separately with a manufacturer-stated 0.03% ash figure and guidance for components up to 5 mm thick. Those are different product positions, even if both may be used in casting workflows. [5] [6]
The common misconception is that any ordinary UV resin can substitute for a castable material if the print quality looks good enough. The problem is not just residue. Polymer patterns also expand, soften, decompose, and evolve gases while the investment is still mechanically vulnerable. In Körber et al.’s 2021 study of polymer investment-casting models, the thermoset materials investigated showed inappropriate burnout behavior because of high thermal expansion, and shell molds cracked during heating. The same paper notes that jewelry and dental flask investing is more stable against polymer expansion than shell molds, but that does not remove the underlying mechanism. A clean-looking print can still crack investment, spall the mold, or leave defects if its sacrificial behavior is poorly matched to the mold system. [3]
Material taxonomy used in this article
- Wax-filled / wax-based castable photopolymer. Examples include Formlabs Castable Wax Resin, BlueCast X10, and Liqcreate Wax Castable; note that published “20% wax-filled,” “80% wax-like filled,” or “wax-based” descriptions are maker claims, and the percentage basis is not always specified on the page. [5] [9] [10]
- Low-ash castable photopolymer. Example: Formlabs True Cast Resin, which lists 0.03% ash on its product page and is marketed for components up to 5 mm thick. [6]
- True wax 3D printed patterns. Example: 3D Systems lists VisiJet M2 ICast as 100% wax, and Solidscape positions its S300-series output as directly castable wax with fast melt-out and no ash residue. [7] [11]
- Ordinary model resin. In this article, that means a photopolymer not documented by its maker for clean burnout in investment casting.

Investment Mold Systems: Gypsum-Bonded vs Phosphate-Bonded vs Ceramic Shell
Many comparisons go wrong by mixing resin data from one mold system with burnout advice from another. Gypsum-bonded jewelry or dental flasks, phosphate-bonded investments, and ceramic-shell systems do not respond the same way to heat, expansion, or gas flow. Whip Mix’s educational overview separates gypsum-bound and phosphate-bound investments, notes gypsum for low-fusing alloys below 650°C, and says phosphate systems tolerate higher-temperature burnout and require special liquids. That alone is enough to reject any universal resin burnout temperature claim that ignores the mold material. [12]
At a practical level, gypsum-bonded systems are common at jewelry and dental scale, phosphate-bonded systems are used when higher thermal strength or higher-temperature alloy work is needed, and ceramic shell is an industrial investment process built in layers around the pattern rather than poured into a small flask. NASA’s patent description of ceramic mold creation uses successive wet dips in slurry plus dry stucco coatings to build a multilayer shell, and the American Foundry Society classifies ceramic mold casting as an investment-casting process category. Results from one of these systems do not transfer cleanly to the others. [13] [14] [15] [16]
| Mold system | Binder/mixing note | Example burnout peak guidance (sourced) | Why it matters for resin patterns |
|---|---|---|---|
| Gypsum-bonded | Water-based systems are common; Whip Mix’s educational guide describes gypsum as water-catalyzed and used for lower-fusing alloy work. [12] | Formlabs publishes gypsum schedules peaking at 732°C and 750°C for two different resins, while Whip Mix’s dental gypsum example ramps at 8°C/min to 650°C with a 10–15 minute hold, and its hygroscopic technique example recommends a 515°C maximum with a 30–40 minute hold. These are different products and workflows, not interchangeable rules. [2] [13] | Resin patterns can work very differently depending on whether the gypsum system is jewelry-specific, dental-specific, long burnout, or hygroscopic. [2] [13] |
| Phosphate-bonded | Stronger high-temperature systems that use special liquids for mixing in normal use. [12] | Whip Mix lists burnout temperature ranges by alloy, including 870–900°C for Chrome-Cobalt and 575–700°C for Crown & Bridge Gold. [14] | Phosphate systems tolerate hotter burnout conditions, but the alloy and investment instructions still control the safe window. [12] [14] |
| Ceramic shell | Built by slurry dipping and stuccoing cycles into a layered shell, not by simply pouring a flask around the pattern. [15] [16] | No universal jewelry-style peak is established by the shell-definition sources used here; NASA describes layered shell buildup followed by heating to harden the shell and vaporize the pattern. [15] | Resin behavior that is survivable in a gypsum flask may still crack a thin shell if thermal expansion is too high. [3] [15] |
Anti-confusion note: burnout peak is the highest kiln step used to remove the pattern and condition the mold. Flask casting temperature is the lower holding temperature at which the mold is ready to receive the metal, and the two temperatures can appear in the same published schedule. [2]
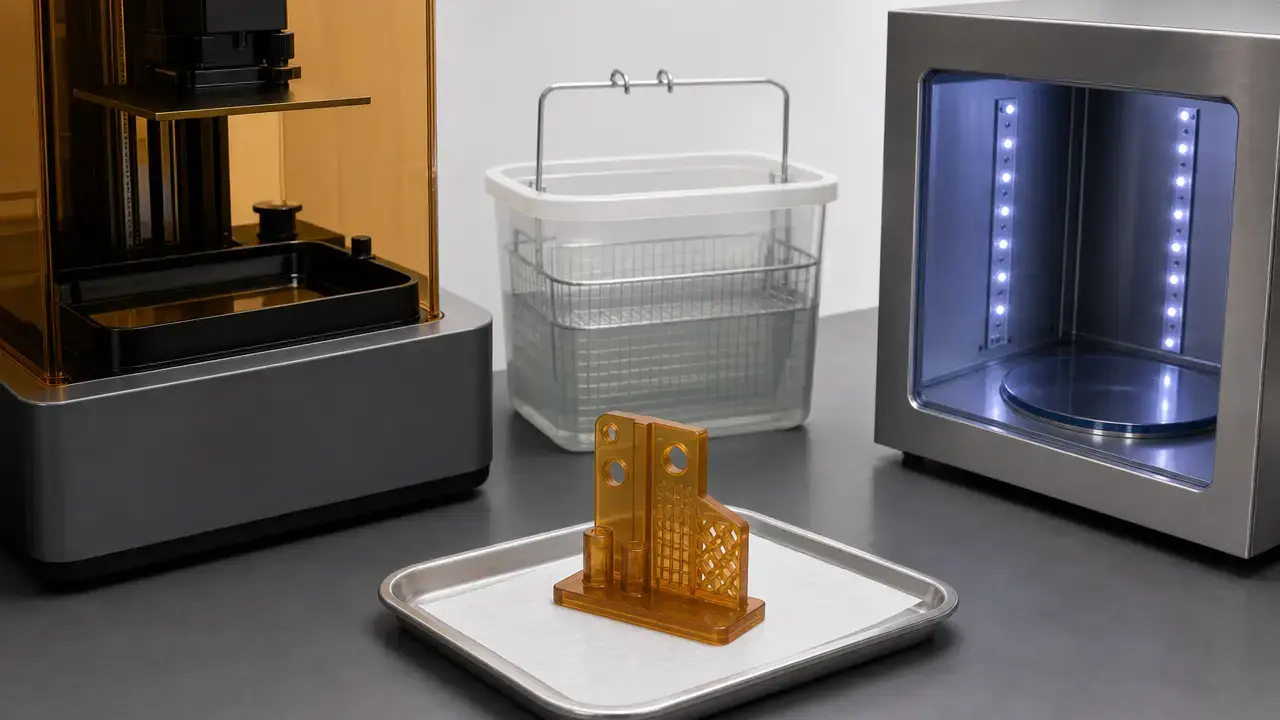
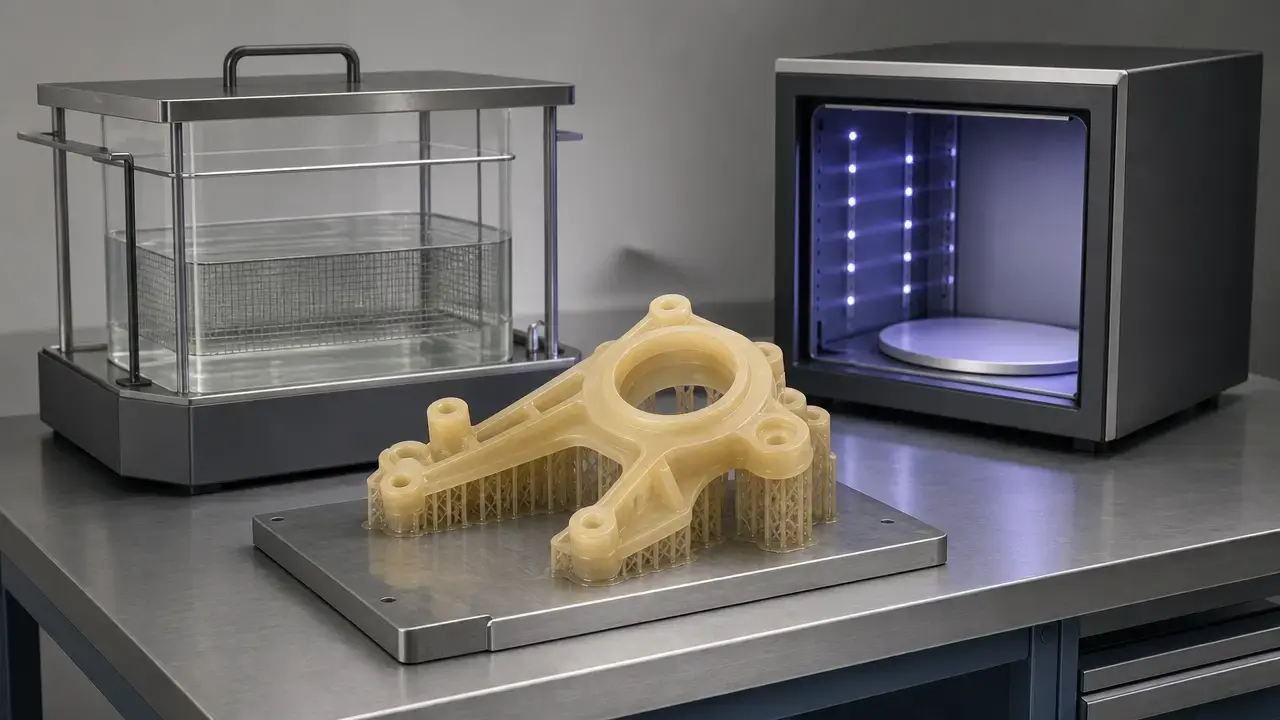
Workflow Overview: Castable Resin Patterns from CAD to Casting
The workflow is simple to sketch and easy to spoil in practice. Design, print orientation, supports, washing, curing if required, drying, spruing, investing, burnout, casting, devesting, and finishing all affect the result. Formlabs lists 5 minutes in IPA and no post-cure for Castable Wax Resin, but its True Cast Resin page recommends a short ambient cure in Form Cure V2 and says curing is highly recommended to reduce casting defects. That contrast is a reminder that wash, cure, and dry are control steps, not generic cleanup habits. [5] [6]
Stage by stage, you are dealing with uncured photopolymer during print and wash, respirable crystalline silica during investment mixing and devesting, kiln exhaust during burnout, and molten metal during casting. Plasticast specifically warns that its investment contains respirable crystalline silica and references OSHA safety standards. [17]
- Create the CAD model.
- Choose orientation and supports for print success and cleanup access.
- Print the pattern.
- Wash the print according to the resin maker’s instructions.
- Cure the print only if the resin maker specifies curing.
- Let the print dry fully.
- Add sprues and any needed vent paths.
- Mix and pour the investment.
- Run the full burnout cycle for the chosen resin and investment.
- Cast at the mold temperature appropriate for the alloy and process.
- Devest the flask and remove investment.
- Finish, clean, and inspect the casting.
Castable Resin for Jewelry Casting Process: Step-by-Step (Where People Actually Mess Up)
Most failed resin castings do not fail because the CAD model was impossible. They fail because a print that looked acceptable was treated as finished before it was actually ready for investment. The handoff points matter more than many users expect: the moment after washing, the choice to cure or not cure, the discipline of letting solvent evaporate, the way the sprue tree is assembled, and whether the investment is mixed like a measured ceramic slurry or by habit. That is where the castable resin for jewelry casting process usually succeeds or unravels. [5] [6] [17]
Start with washing and drying, because residue problems often begin long before the kiln turns on. Formlabs specifies 5 minutes in IPA for Castable Wax Resin and says to wash for the shortest time necessary to remove liquid resin, then ensure all solvent has evaporated or been removed before casting. BlueCast X10 publishes a different cleanup example, roughly 1 minute in 91% or 99% IPA or ethyl alcohol followed by drying with compressed air. Those instructions are not contradictory; they show that cleanup time is resin-specific. The mistake is averaging them or assuming that looks dry means chemically ready for investment. If solvent stays in recesses, support scars, engravings, or hollow volumes, the burnout cycle must clear both resin decomposition products and leftover wash chemistry. [5] [9]
Post-curing is just as product-specific. Formlabs says Castable Wax Resin does not require post-curing and warns that post-curing may shrink parts slightly, by less than 1%, which can distort geometry. By contrast, the True Cast Resin page recommends curing and lists 3 minutes at ambient in Form Cure V2, while also saying a cure significantly reduces potential casting defects. BlueCast X10 gives a third example, stating that UV post-curing is not necessary for in-house casting, but recommending cure for outsourced service casting after rescaling and cleanup. The practical rule is simple: do not bring generic SLA habits into casting. If the resin maker says no cure, skipping cure is not laziness. If the resin maker says cure, skipping it is not saving time. [5] [6] [9]
Sprue and vent preparation is where pattern geometry meets mold evacuation. You are trying to do at least three things at once: feed metal into the heaviest section, give the pattern a path to leave the mold during burnout, and avoid dead-end pockets where resin, air, or decomposition products can get trapped. Ransom & Randolph’s Plasticast sheet does not publish universal sprue dimensions, and no reliable universal sprue or vent diameter figure was found in the source set reviewed here. That is not a missing trick. It reflects the fact that sizing depends on metal, section changes, tree layout, pattern volume, and shop-specific casting method. What you can control reliably is logic: attach sprues so the heaviest or last-to-fill areas are fed, avoid sudden trapped volumes, and do not hollow a part unless you have also created believable escape paths for liquid resin during washing and gases during burnout. [17]

Investment mixing is another place where precision matters more than habit. Plasticast specifies 38 parts water to 100 parts powder, or 38 mL of water per 100 g of powder, recommends 24–26°C water, and calls for 1 minute of mechanical mixing on low speed plus 2 more minutes on medium. It also tells the user to allow 2 to 4 hours of undisturbed set time, with about 2 hours for small 2½” × 2½” flasks and 4 to 5 hours for large flasks. That timing is very different from the Whip Mix dental gypsum example, which gives a 30 to 40 minute set before burnout in that workflow. Neither one is the investment rule. They are material-system rules. If you swap investments or translate a dental schedule into a jewelry setup, you are also changing the timing assumptions that support the burnout cycle. [17] [13]
The same caution applies when people jump from gypsum to phosphate because a thicker ring or higher-temperature alloy seems to need more strength. Phosphate systems are not just hotter gypsum. Whip Mix describes them as higher-temperature systems that use special liquids, and its phosphate-bonded instructions tie burnout ranges to alloy classes rather than a single blanket value. So if a print cracks gypsum investment, the answer may be geometry, wash discipline, hollowing, or cycle design rather than simply using a stronger powder. Castability is a workflow judgment, not a single-material fix. [12] [14]
Geometry & Venting: Why Filigree Casts and Thick Rings Fail Differently
Thin filigree and thick solid sections do not challenge the mold in the same way. Filigree tends to stress the workflow through fragility, delicate support removal, incomplete washing in tiny recesses, and metal-fill concerns, but the total polymer mass is low. Thick rings, signets, and medallion-like geometries put more pattern volume into the mold, which means more expansion force and more decomposition products that must escape while the investment stays intact. Körber et al. showed why that matters at the mechanism level: thermal expansion can make polymer patterns unsuitable even before burnout is complete. [3]
Hollow parts add another failure mode. They can reduce total resin mass, which is often helpful, but only if you design them as truly drainable and ventable patterns. A hollow form with trapped liquid resin, wash solvent, or uncured pockets can behave worse than a solid one because the internal material is harder to remove before investing and harder to evacuate during burnout. This is also why product-specific thickness claims should be read narrowly. Formlabs says True Cast Resin is suitable for components up to 5 mm thick, but that is a maker guideline for that resin, not a universal wall-thickness threshold for all castable photopolymers. [6]
Geometry also affects which burnout schedules are realistic. Even within one vendor, Formlabs publishes different staged cycles for related castable materials, which is another sign that short or aggressive schedules are not automatically appropriate for high-mass sections. In general, smaller and thinner patterns tolerate faster clearance better than thick, resin-heavy geometries, but the published schedule and the investment’s own instructions still govern the choice. [2]
Geometry and venting checklist
- Filigree: prioritize wash access, gentle support removal, and clean escape paths.
- Thick rings: assume the mold sees more expansion force than a thin band.
- Medallions: do not assume the center burns out as easily as the edge.
- Hollow parts: add drain paths and think about trapped resin before printing.
- Sprue placement: feed the heaviest or most isolated section first.
- Vents: add them where air or decomposition gases would otherwise dead-end.
- Part volume: total resin mass on the tree matters, not just wall thickness.
Performance Metrics That Matter (and How Not to Misread Them)
Datasheet metrics are useful only inside their test context. ASTM E1131 is explicit that thermogravimetric compositional analysis uses a defined temperature program and gas environment, and its parameters are guidelines that may be altered as long as the report notes the changes. That means ash content, 5% mass-loss temperature, thermal expansion, and tensile properties are not interchangeable castability scores. They describe different behaviors under different conditions. [4]
Ash content is the most commonly misread metric. On the Formlabs Castable Wax Resin page, ash content is listed as 0.0–0.1% and explicitly labeled TGA, while True Cast Resin lists 0.03% ash. Those numbers are useful, but they are still method-bound. The 2022 Polymers study helps here because it shows how easy it is to overread TGA. In that work, wax-filled and unfilled test samples showed about 1.5% residual ash in TGA, yet the authors also note that this is not the final ash content of the mixtures because complete, clean burnout required a 3 to 4 hour dwell. A low TGA number is encouraging, but real mold residue still depends on the actual burnout schedule. [5] [6] [18]
Thermal behavior needs the same caution. Formlabs lists Castable Wax Resin at 249°C for temperature at 5% mass loss, which is a decomposition marker for that material under the reported method. Formlabs also lists True Cast Resin with a thermal expansion figure of 174.2 μm/m/°C on its product page, but that page does not show the full comparison context needed to compare it directly with another brand’s expansion value. Meanwhile, Körber et al. show why the distinction matters: low ash does not cancel high expansion, and expansion-related mold damage can occur before the pattern is fully burned out. Even mechanical properties need context. The Formlabs guide identifies Castable Wax Resin values such as 12 MPa ultimate tensile strength, 220 MPa tensile modulus, and 13% elongation for the green material, which says more about pattern handling than about the eventual metal casting surface. [2] [3] [6]
| Metric | What it actually measures | Common misuse | What to cite |
|---|---|---|---|
| Ash (TGA) | Residual mass in a thermogravimetric test program, not a full kiln simulation. [4] [5] | Treating one ash percentage as proof of perfect burnout in every mold system. | The ASTM method context plus the maker’s reported value. [4] [5] [6] |
| 5% mass-loss temperature | A decomposition milestone for the tested material under the reported method. [5] | Reading it as the burnout temperature for the casting process. | The product page or data sheet that states the value and context. [5] |
| CTE / thermal expansion | How much the material expands per degree under the reported test basis. [6] | Comparing figures across brands without knowing temperature range or specimen basis. | The exact manufacturer or lab source that reports the expansion figure. [6] [3] |
| Layer thickness | A print setting that affects stepping, support interaction, and detail capture. | Treating a smaller layer height as a direct guarantee of casting accuracy. | The printer/resin profile or support article used for that workflow. |

Castable Resin Burnout Temperature: Why There’s No Universal Number
The phrase castable resin burnout temperature is convenient shop shorthand, but it hides the real variable. No reliable universal figure found. What you actually need is a full burnout cycle: where the flask starts, how fast the kiln ramps, how long it holds at intermediate stages, how much airflow reaches the pattern, how large and heavy the flask is, and what investment is being asked to survive the whole event. Formlabs shows this clearly by publishing long staged gypsum schedules rather than one number. Plasticast also shows flask-size dependence in plain terms with different total burnout durations for 2½” × 2½”, 3½” × 4″, and 4″ × 8″ flasks. BlueCast publishes a fast-burnout path only for investment materials capable of surviving temperatures above 780°C, and Liqcreate’s dental support article ties its shock-heat mode to the investment and alloy guidance with cylinder-size-dependent hold time. [2] [17] [9] [19]
It is also important not to confuse burnout peak with casting temperature. In the Formlabs schedules, the flask is taken to a higher burnout stage to eliminate the pattern, then cooled to the desired casting temperature window for the selected metal. Those are two different jobs in one schedule. [2]
Examples, not universal norms
- Formlabs Castable Wax 40 standard gypsum schedule: 180 minutes at 55°C, 180 minutes at 150°C, 180 minutes at 300°C, then a 180 minute final burnout hold at 732°C. [2]
- Formlabs Castable Wax standard gypsum schedule: 480 minutes at 300°C, then a 180 minute final burnout hold at 750°C, followed by a casting window of up to 2 hours at 512°C or the desired casting temperature. [2]
- BlueCast X10 fast-burnout guidance: allow the flask to stand at least 120 minutes, preheat the kiln to 760–780°C, hold 120 or 180 minutes, then reduce to casting temperature and hold 60 minutes. [9]
- Liqcreate Wax Castable dental support example: shock-heat burnout can go directly into a hot furnace up to a maximum of 900°C, with 30 to 50 minutes at final temperature depending on cylinder size. [19]
- Whip Mix phosphate-bonded instructions: burnout ranges are alloy-linked and go as high as 870–900°C for Chrome-Cobalt, while Crown & Bridge Gold is listed at 575–700°C. [14]
These are not interchangeable; your investment’s instructions govern safe limits.
Limitations & Failure Modes (Why Castings Fail)
Low ash claims help, but they do not eliminate process risk. Formlabs reports 0.0–0.1% ash by TGA for Castable Wax Resin and 0.03% ash for True Cast Resin, while ASTM E1131 makes clear that ash content is a thermogravimetric result produced under a defined method. A casting can still pick up defects from incomplete solvent removal, insufficient dwell, blocked gas escape, or residue trapped in geometry that was never truly cleaned before investing. [4] [5] [6]
Investment cracking and spalling can begin before the pattern is fully gone. Körber et al. found that high thermal expansion made the thermoset model materials in their study unsuitable for shell-mold burnout, and Adler and Fryé’s earlier jewelry paper already warned that shock burnout in the 800°C range was only appropriate for investments that could survive it. The lesson is the same in both sources: burnout is not only about decomposition chemistry, but about when the mold sees expansion stress. [3] [8]
Compatibility failures are more common than many users admit. A resin may expose on an open LCD, MSLA, or DLP machine and still be a poor production choice if validated settings, cleanup instructions, and casting experience are missing. Liqcreate positions Wax Castable for open 385–420 nm printers, but that does not mean wavelength alone guarantees reliable casting. Prints fine does not mean casts fine. If you are evaluating a castable resin for jewelry 3d printer work, start with the resin maker’s validated printer profiles and process notes, then prove the full casting workflow on your own geometry. [10]
Failure checklist
- Ash residue or incomplete burnout defects.
- Incomplete wash or trapped solvent.
- Wrong cure state for the specific resin.
- Investment cracking during heat-up.
- Mold spalling or breakdown.
- Trapped resin in hollow parts.
- Poor sprue or vent logic.
- Unsupported or damaged thin features.
- Overbroad printer/resin compatibility assumptions.
Key Takeaways: When Castable Resin Is the Right Material
Castable resin is the right material when you need printed detail, a documented sacrificial workflow, and a mold system that matches the resin’s published burnout behavior. If you need a closer analog to traditional lost wax, dedicated true-wax printers remain a separate category, and if your geometry or alloy pushes beyond your current gypsum process, changing investment system or outsourcing the casting may be smarter than forcing one resin schedule to do everything. [2] [7]
FAQ
What is castable resin?
A castable resin is a vat-photopolymerized pattern material made to be sacrificed during investment casting rather than kept as the final part. The print is only one stage of the process. The important difference is that the material is sold with burnout-oriented behavior in mind, such as ash data, cleanup instructions, and casting guidance. That is why a castable material belongs in a different category from a display resin or prototype resin, even if both can print fine detail. [1] [5]
What is the usual burnout temperature for castable resin?
There is no single usual number that works across all castable materials and investments. Formlabs publishes gypsum examples peaking at 732°C and 750°C, BlueCast gives a fast-burnout window of 760–780°C, Liqcreate’s dental support article mentions up to 900°C in a shock-heat mode, and Whip Mix phosphate instructions go to 870–900°C for some alloys. The useful answer is the complete schedule for your resin, investment, flask size, and alloy, not an averaged temperature taken from the internet. [2] [9] [14] [19]
Can any jewelry resin be used for investment casting?
No. Jewelry resin is a market label, not a guarantee of clean burnout. A resin intended for try-ons, visual prototypes, or master models may print beautifully and still behave badly in the mold because thermal expansion, gas evolution, and residue are not the same as visual print quality. Research on polymer patterns shows that thermal expansion alone can make a material unsuitable for the chosen mold system, which is why casting-specific documentation matters. [3] [5] [6]
Do castable resin prints need post-curing before casting?
Sometimes yes, sometimes no. Formlabs says Castable Wax Resin does not require post-curing and warns that curing may shrink parts slightly, while its True Cast Resin guidance recommends curing and lists a 3 minute ambient cure in Form Cure V2 to reduce casting defects. BlueCast X10 also says UV curing is not necessary for in-house casting, but gives different handling notes when sending parts to a casting service. The correct answer comes from the specific resin, not from general SLA habit. [5] [6] [9]
Can a regular resin 3D printer print castable resin for jewelry?
Sometimes, yes, but only if the printer is compatible with the resin and the workflow is validated. Liqcreate, for example, positions Wax Castable for open LCD, MSLA, and DLP printers in the 385–420 nm range, which shows that ordinary open-material machines can be viable. The catch is that wavelength is only the first filter. A castable resin for jewelry 3d printer setup still needs verified exposure settings, support strategy, and cleanup discipline before it is ready for production casting. [10]
How should I interpret ash content (TGA) versus real mold residue?
Treat TGA ash as a method-specific measurement, not as a complete casting verdict. ASTM E1131 describes thermogravimetric compositional analysis under a defined temperature program and gas environment, so the reported ash result belongs to that test setup. The 2022 Polymers study makes the point more directly: residual ash seen in TGA was not the same as final burnout cleanliness, because complete clean burnout still depended on dwell time. Use ash as one indicator, not the whole decision. [4] [18]
Why do thick sections crack molds even if the resin has low ash?
Because low ash and low expansion are not the same property. A thick section puts more polymer mass into the mold and can generate more expansion force before the material has fully decomposed or escaped. Körber et al. found that high thermal expansion was enough to make thermoset patterns unsuitable in shell molds, even though the burnout discussion was not just about residue. Thick geometry raises a mechanical mold-survival problem, not only a cleanliness problem. [3]
Sources
- ISO. ISO/ASTM 52900:2021 Additive manufacturing — General principles — Fundamentals and vocabulary. 2021, confirmed 2025. https://www.iso.org/standard/74514.html
- Formlabs. Usage Guide: Castable Wax and Castable Wax 40 burnout process. July 2022. https://formlabs-media.formlabs.com/datasheets/1901277-GD-ENUS-0P.pdf
- Körber, S., Völkl, R., & Glatzel, U. 3D printed polymer positive models for the investment casting of extremely thin-walled single crystals. Journal of Materials Processing Technology, 2021. https://www.sciencedirect.com/science/article/pii/S0924013621000558
- ASTM International. ASTM E1131-25 Standard Test Method for Compositional Analysis by Thermogravimetry. Active, last updated July 24, 2025. https://store.astm.org/e1131-25.html
- Formlabs. Castable Wax Resin product page. Accessed 2026-06-21. https://formlabs.com/store/materials/castable-wax-resin/
- Formlabs. True Cast Resin product page. Accessed 2026-06-21. https://formlabs.com/store/materials/true-cast-resin/
- 3D Systems. ProJet MJP 2500 IC brochure. 2020-08-26. https://www.3dsystems.com/sites/default/files/2020-09/3d-systems-projet-mjp-2500ic-usa4-2020-08-26-web.pdf
- Adler, D., & Fryé, P. The Revolution of CAD/CAM in the Casting of Fine Jewelry. May 2005. https://www.techformcasting.com/wp-content/uploads/2018/12/2005-The-Revolution-of-CADCAM-in-the-Casting-of-Fine-Jewelry.pdf
- BlueCast. BlueCast X10 castable resin page. Accessed 2026-06-21. https://www.bluecast.info/x10
- Liqcreate. Using Liqcreate Wax Castable 3D-printing resin for bronze casting. Accessed 2026-06-21. https://www.liqcreate.com/supportarticles/liqcreate-wax-cast-bronze-instructions/
- Solidscape. S300 Series product sheet. 2019-11. https://www.solidscape.com/wp-content/uploads/2019/11/S300-Series-Product-Sheet-DIGITAL.pdf
- Whip Mix. The Ultimate Guide to Choosing the Proper Dental Investment. 2021-05-27. https://info.whipmix.com/the-ultimate-guide-to-choosing-the-proper-dental-investment
- Whip Mix. Gypsum Bonded Investments instructions. Hosted 2024-08. https://whipmix.com/wp-content/uploads/2024/08/gypsum_instructions1.pdf
- Whip Mix. Phosphate-Bonded Investment instructions. 2024-08. https://whipmix.com/wp-content/uploads/2024/08/Phosphate-Bonded-Investment-Instructions.pdf
- NASA. US 6,180,034 B1 on ceramic mold creation. 2001-01-30. https://ntrs.nasa.gov/api/citations/20010056444/downloads/20010056444.pdf
- American Foundry Society. Molding, Materials, & Processes. Accessed 2026-06-21. https://www.afsinc.org/CastProcess
- Ransom & Randolph. Plasticast instruction sheet. February 2001. https://products.riogrande.com/content/Instruction-Sheets/PlastiCast-Investment-IS.pdf
- Polymers. Large Scale Vat-Photopolymerization of Investment Casting Master Patterns: The Total Solution. 2022. https://mdpi-res.com/d_attachment/polymers/polymers-14-04593/article_deploy/polymers-14-04593.pdf
- Liqcreate. Wax Castable resina de impressão 3D para aplicações odontológicas. Accessed 2026-06-21. https://www.liqcreate.com/pt/artigos-de-suporte/liqcreate-wax-castable-resina-de-impress%C3%A3o-3d-dental/