Quick answer
PETG vs PLA: PLA is usually easier to print and stiffer, while PETG is usually tougher and more heat-tolerant. In one matched printed-specimen vendor dataset, PLA showed a higher XY tensile modulus of 3250 ± 119 MPa versus 1939 ± 28 MPa for PETG, and a higher XY tensile stress at yield of 52.5 ± 0.9 MPa versus 46.2 ± 0.8 MPa. PETG, however, showed the higher heat deflection temperature: 76.2 ± 0.8 °C versus 58.8 ± 0.4 °C for PLA. [6] [7] In common desktop workflows, PLA also tends to run cooler and with fewer setup hassles, while PETG more often brings stringing, weaker bridging and overhang behavior, and extra build-surface caution on smooth PEI. [8] [9]
| Priority | Usually PLA | Usually PETG | Why |
|---|---|---|---|
| Easiest setup | Yes | Lower typical temperatures and a more forgiving workflow. [8] [9] | |
| Stiffness | Yes | Higher XY tensile modulus in the matched dataset. [6] [7] | |
| Heat resistance | Yes | Higher HDT in the matched dataset. [6] [7] | |
| Tougher daily-use parts | Yes | Better impact result and more thermal margin in the retrieved source set. [7] [9] |
If you are choosing PETG or PLA for a first printer, PLA is usually the safer default. Prusa lists PLA at 215 °C for the first layer, 210 °C for other layers, and a 60 °C bed, while PETG is listed at 230 °C for the first layer, 240 °C for other layers, and an 85 °C first-layer bed rising to 90 °C for later layers. [8] [9] These are broad tendencies from common workflows plus one matched printed-specimen dataset, not a rule for every brand, spool, or printer. [6] [7]
How this article compares them
The core numbers in this article come from one vendor’s printed-specimen technical data sheet pair, not from a market-wide average. Specifically, the comparisons use UltiMaker’s PLA and PETG printed data, with all samples printed on an Ultimaker S5 Pro Bundle using engineering intent profiles, 0.15 mm layer height, an AA0.4 print core, 100% infill, and room-temperature conditioning for at least 24 hours before measurement. [6] [7] The same source pair names the test families used: ASTM D3039 for tensile values, ISO 179-1 / 1eB for notched Charpy impact, ISO 75-2 / B at 0.455 MPa for heat deflection temperature, and ISO 306 / A120 for Vicat softening temperature. [6] [7]
That controlled setup makes the PLA-versus-PETG comparison easier to interpret, but printed-part properties still change with orientation and process parameters. In these data sheets, XY means flat and mostly infill, YZ means side and mostly walls, and Z means upright; the Z direction is especially informative about interlayer adhesion and is typically the lowest-strength direction in FFF. [6] [7] For longer-term domains such as creep, fatigue, UV or weathering, and chemical resistance, no reliable comparative figure found in the retrieved primary-source set. [4]
What PETG and PLA are, and what “stronger” actually means
PLA is polylactic acid, and PETG is polyethylene terephthalate modified with glycol. In desktop printing, PLA is commonly positioned for easier, more detailed prints, while PETG is commonly positioned for tougher parts with more thermal margin. [8] [9]
When people ask whether PETG or PLA is “stronger,” the word is too vague unless the metric is named. Strength usually means the stress a part can take before yielding or breaking. Stiffness means resistance to bending or stretching under load. Toughness or impact resistance means how well a part absorbs energy without fracturing. Heat resistance in this article is discussed mainly through HDT, with Vicat used as secondary context. Printed-part properties are also not the same as raw-material or injection-molded properties, because material-extrusion parts are built layer by layer and depend on orientation, bonding, and process settings. [4] [6] [7]
| Material | What it is | Typical advantage | Typical drawback |
|---|---|---|---|
| PLA | A common desktop printing polymer. | Good detail and low warping. [8] | Lower thermal margin in the matched printed-part data. [6] |
| PETG | A glycol-modified PET-family polymer. | Better impact result and higher thermal margin in the retrieved source set. [7] [9] | More stringing-prone, with stronger build-surface cautions. [9] |
Formally, the process used by most desktop filament printers is called material extrusion. ISO/ASTM 52900 provides the vocabulary anchor, and NIST describes material extrusion as an additive manufacturing process in which material is selectively dispensed through a nozzle or orifice. [1] [4] In hobby use, people also say FFF, and many say FDM. A terminology note matters here: NIST states that FDM denotes machines built by Stratasys, and Stratasys’ legal page continues to identify FDM as a trademark of Stratasys, Inc. [4] [5] This article therefore uses material extrusion when speaking formally, while acknowledging the common hobby vocabulary. [1] [4]
PETG vs PLA printability
For day-to-day setup, PLA is usually the easier starting point. Prusa lists PLA at 215 °C for the first layer, 210 °C for other layers, and a 60 °C bed, while also noting that PLA does not require a heated bed and is not prone to significant warping. [8] Prusa lists PETG at 230 °C for the first layer, 240 °C for other layers, and an 85 °C first-layer bed rising to 90 °C for later layers. [9] That hotter window does not make PETG difficult in every case, but it does make PLA the more forgiving default on a typical beginner setup. PETG printability is often good once the profile and build surface are sorted, yet PLA more often works with less tuning. [8] [9]
Warping, bed adhesion, and part release are related but different issues. PLA’s low-warp reputation helps with first-layer confidence and dimensional stability during the print. [8] PETG can also print reliably, but its build-surface behavior is less forgiving because adhesion to smooth PEI may be too strong; Prusa advises using a glue stick if that surface is used anyway. [9] A part can therefore stay attached well during printing and still be inconvenient to remove afterward. Low warping is not the same as easy release. [8] [9]
The tradeoff shows up again in feature-heavy prints. Prusa notes that PETG is prone to stringing and that its bridging and overhang behavior is usually worse. [9] Those tendencies affect surface cleanliness, unsupported spans, and fine-detail sharpness. PLA is commonly favored for good detail and low warping, which is one reason it is often chosen for visual models, small geometry, and first calibration prints. [8] Compared with PLA, PETG more often rewards extra attention to retraction, travel, cooling, and support settings. [9]
PETG vs PLA for beginners
PLA is usually easier in common hobby workflows, but PETG is still beginner-possible with the right surface and profile. [8] [9]
-
PLA is usually easier when…
-
you want the quickest path to acceptable prints;
-
you care about cleaner detail, lower warping, and fewer stringing issues;
-
you do not want to think much about release-layer tricks on smooth PEI. [8] [9]
-
PETG is worth the extra tuning when…
-
you can work within a hotter nozzle and bed range;
-
you are prepared to manage stringing and weaker bridging or overhang behavior;
-
you want more impact tolerance and extra thermal margin, and you accept stricter surface handling. [7] [9]
PLA vs PETG strength
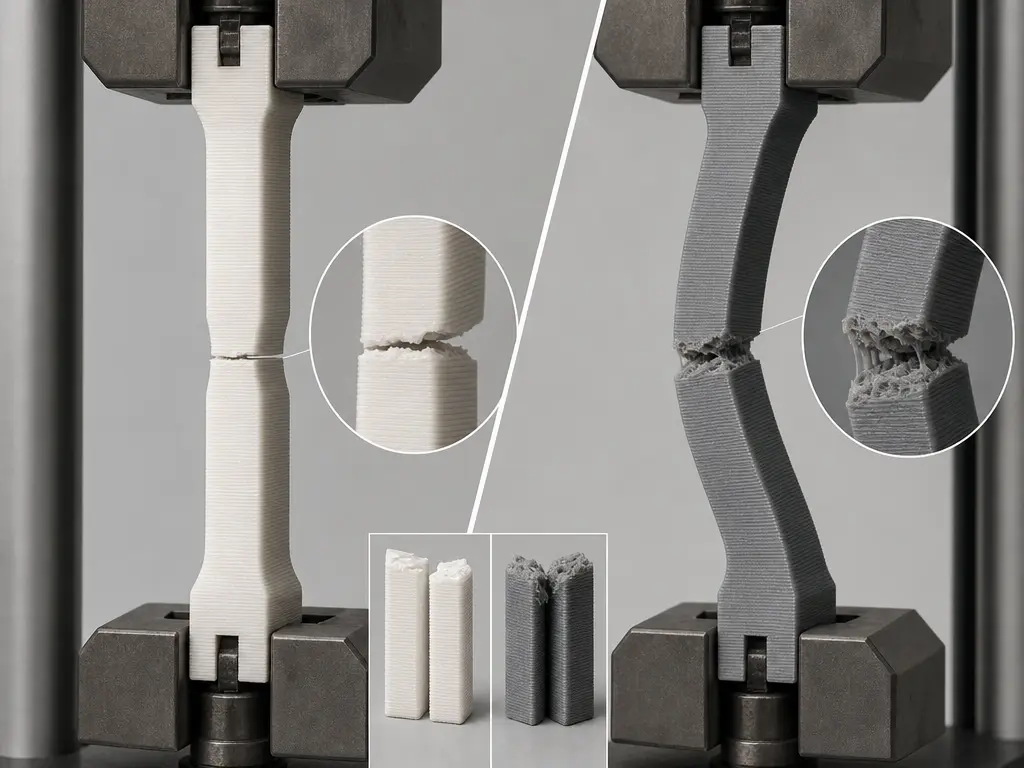
For the reader intent behind PLA vs PETG strength, the best answer is: stronger by which metric? In the matched UltiMaker printed-specimen dataset, using ASTM D3039 tensile data, PLA leads in stiffness and XY tensile yield, while PETG leads clearly in ISO 179-1 / 1eB notched Charpy impact resistance. PLA reaches an XY tensile modulus of 3250 ± 119 MPa versus 1939 ± 28 MPa for PETG, and an XY tensile stress at yield of 52.5 ± 0.9 MPa versus 46.2 ± 0.8 MPa. [6] [7] PETG, however, reaches 7.9 ± 0.6 kJ/m² in notched Charpy impact versus 3.9 ± 0.4 kJ/m² for PLA. [6] [7] So if “PETG vs PLA which is stronger” really means “which one is stiffer under load,” PLA leads in this dataset. If it means “which one better survives knocks or sudden impacts,” PETG has the clearer advantage. [6] [7]
| Metric | PLA | PETG | What it suggests |
|---|---|---|---|
| Tensile modulus, XY | 3250 ± 119 MPa | 1939 ± 28 MPa | PLA is stiffer. [6] [7] |
| Tensile stress at yield, XY | 52.5 ± 0.9 MPa | 46.2 ± 0.8 MPa | PLA leads in this tensile-yield comparison. [6] [7] |
| Notched Charpy impact | 3.9 ± 0.4 kJ/m² | 7.9 ± 0.6 kJ/m² | PETG absorbs impact better. [6] [7] |
| Tensile stress at break, Z | 33.1 ± 2.8 MPa | 19.0 ± 6.4 MPa | Build direction matters; compare with caution. [6] [7] |
Layer direction changes the answer because printed parts are anisotropic. In this dataset, XY means flat, YZ means side, and Z means upright. [6] [7] The Z direction is especially useful because it reflects interlayer adhesion and is typically the lowest-strength direction in FFF. [6] [7] That is why the Z tensile stress at break values should be read as a warning about layer-adhesion limits, not as a shortcut to declare one material universally stronger. Here, PLA’s Z tensile stress at break is 33.1 ± 2.8 MPa and PETG’s is 19.0 ± 6.4 MPa, but those values describe one print setup, one specimen geometry, and one test condition. [6] [7]
In practical terms, PLA more often gives a stiffer-feeling part, while PETG more often survives drops, knocks, and less ideal handling with less brittle failure. If the part mainly needs to resist elastic bending, PLA may look stronger. If it needs better impact resistance and more forgiving failure behavior, PETG often looks stronger instead. [6] [7]
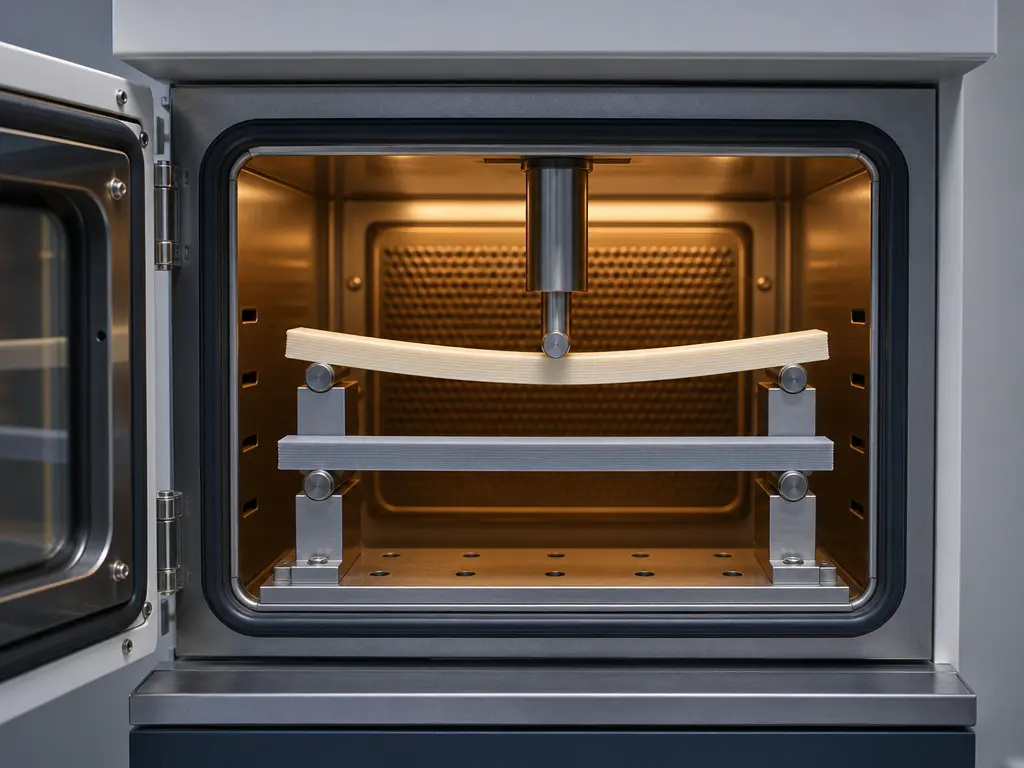
Heat resistance and warm-environment use
For thermal comparison, heat resistance in this article is led by heat deflection temperature. In the matched printed-specimen dataset, using ISO 75-2 / B at 0.455 MPa, PLA has an HDT of 58.8 ± 0.4 °C, while PETG reaches 76.2 ± 0.8 °C. [6] [7] That gap supports the practical rule that PETG has more thermal headroom than PLA for warmer environments. [6] [7] It does not mean a PETG part is safe in every hot setting, and it is not a guaranteed maximum service temperature. [6] [7]
Vicat softening temperature is useful as secondary context, not as the lead metric. In the same source pair, using ISO 306 / A120, PLA is listed at 64.5 ± 0.4 °C and PETG at 82.9 ± 0.4 °C. [6] [7] The direction matches the HDT result: PETG softens later under that test method as well. [6] [7] For real parts, that means PLA is more likely to lose shape or stiffness sooner in a warm enclosure, near a heat source, or under load in a mildly hot setting, while PETG usually gives a wider margin. Printer documentation can help frame workflows and use cases, but Prusa’s notes are practical guidance, not equivalent laboratory thermal metrics. [8] [9]
Surface quality, detail, and support/removal behavior
When appearance and feature sharpness matter most, PLA often gives better results more easily. Prusa specifically frames PLA as offering good detail and low warping, which helps small features stay clean and predictable. [8] PETG can produce attractive parts too, and Prusa notes its glossy surface, but it is more prone to stringing, has worse bridging and overhang behavior, and is not great for detailed parts. [9] In practice, that makes PETG less forgiving on fine points, unsupported edges, and small decorative geometry. [8] [9]
Handling after the print can differ as much as the printed look. Prusa warns that PETG bonds strongly to the print surface, that smooth PEI adhesion may be too strong, and that supports can be hard to remove. [9] PLA is usually less demanding in this part of the workflow, so cleanup-sensitive or detail-first parts often favor PLA because the full print-to-removal sequence is easier. [8] [9]
Which filament should you choose for common parts?
The most useful way to choose PETG or PLA is to match the filament to the part’s actual job: appearance, ease of printing, likely impacts, and how warm the part may get in use. [6] [7] [8] [9]
| Part type | Usually PLA | Usually PETG | Why |
|---|---|---|---|
| Concept models | Yes | Easier workflow, good detail, low warping. [8] | |
| Classroom prints | Yes | A lower-temperature, more forgiving setup is usually simpler. [8] | |
| Display pieces | Yes | Fine features and cleaner surfaces are usually easier to achieve. [8] [9] | |
| Detail-first prototypes | Yes | Shape-check parts often benefit more from print ease than added toughness. [8] | |
| Low-wear objects | Yes | If the part sees little impact or heat, PLA is often enough. [6] [8] | |
| Brackets, clips, holders, guards | Yes | PETG is more often chosen for tougher light-duty functional parts. [7] [9] | |
| Light-duty functional parts | Yes | Better impact result helps with everyday knocks. [7] | |
| Warmer-environment parts | Yes | Higher HDT gives more thermal margin. [6] [7] |
PLA usually makes sense for concept models, classroom prints, display pieces, detail-first prototypes, and other low-wear objects where print success and surface quality matter more than impact survival. Prusa’s workflow guidance supports that reputation: PLA is associated with good detail, low warping, and an easier lower-temperature routine. [8] If a part is mainly for fit checking, visual review, labeling, or occasional handling, that easier workflow often matters more than extra toughness. PLA’s HDT of 58.8 ± 0.4 °C is still enough for many ordinary indoor uses, but it leaves less margin once the part must hold shape under heat and load. [6]
PETG usually makes more sense for brackets, clips, guards, holders, light-duty functional parts, and parts that may face warmer conditions than PLA comfortably tolerates. Its HDT is 76.2 ± 0.8 °C, and its notched Charpy impact strength is 7.9 ± 0.6 kJ/m² in the matched dataset, which supports the common view that PETG is the better choice when impact tolerance and thermal margin matter more than maximum detail or easiest printing. [7] That does not remove the workflow tradeoffs: PETG is more stringing-prone and demands more care with build-surface bonding and release. [9] But if the part may be bumped, flexed a bit, or used in a warmer indoor setting, PETG often gives a better margin. [7] [9]
-
Choose PLA when…
-
the part is visual, educational, detail-first, or low-wear;
-
you want the easier path to reliable prints;
-
Choose PETG when…
-
the part is a light-duty functional item such as a clip, holder, guard, or bracket;
-
impact resistance and part durability matter more than the easiest finish;
-
the part may see warmer use than PLA comfortably allows. [7] [9]
Limits of the comparison
This comparison is controlled, but it is still only a slice of the real desktop-printing world. The reported values come from specific printed-specimen methods and a specific print setup, so the verdict can shift with brand formulation, orientation, wall count or geometry, cooling, moisture, and enclosure or setup. [6] [7] A part dominated by thick walls can behave differently from one dominated by infill, and a wetter spool can print differently from a dry one before you even get to strength or surface quality. Printed-part properties are especially sensitive to build direction and process parameters, so numbers from one matched dataset should guide comparison, not replace part-specific testing. [4] [6] [7]
For creep, fatigue, UV or weathering, chemical resistance, emissions, food safety, and long-term loaded performance, no reliable comparative figure found in the retrieved primary-source set. [4] These are separate durability domains and should not be inferred from a shorter list of tensile, impact, and thermal tests. [4]
Standards and measurement context
The standards in this article provide measurement context, not a consumer-spool guarantee. ISO/ASTM 52900 supplies the vocabulary used for additive manufacturing and material extrusion. [1] ISO/ASTM 52903-1 adds feedstock context for material-extrusion-based additive manufacturing of plastic materials. [2] ISO/ASTM 52903-2 adds process and equipment context for the same family of systems. [3] NISTIR 8059 is useful because it explains why standards applicability in additive manufacturing still needs care: printed polymer properties vary with process conditions and orientation, so standardized test names do not make all vendor technical data sheets directly interchangeable. [4] The earlier terminology note about FDM also matters here: standards-style wording is clearer for process description, while trademarked naming should not be treated as a performance claim. [4] [5]
Practical buying and setup guidance
If you are choosing your first spool, start with PLA when the goal is learning, visual quality, dimensional checking, or fast success on a typical desktop printer. Prusa’s guidance places PLA in a lower-temperature, low-warp workflow, and the matched dataset also shows higher XY stiffness at 3250 ± 119 MPa, which suits parts that should feel rigid. [8] [6] Move to PETG when the part is more likely to be bumped, handled roughly, or used in a warmer environment, because the matched dataset shows 7.9 ± 0.6 kJ/m² notched Charpy impact strength and 76.2 ± 0.8 °C HDT. [7]
For setup, keep the decision practical. PLA usually asks less from the printer, while PETG usually needs hotter settings, more attention to stringing, and more care with build-surface choice and release, especially on smooth PEI where adhesion may be too strong. [8] [9] If you are asking whether PLA or PETG is better for 3D printing, the short evidence-based answer is this: PLA is usually better for easier starts and detail-first work, while PETG is usually better when impact tolerance or extra thermal margin matters enough to justify extra tuning. [6] [7]
FAQ
PETG vs PLA: which is stronger?
Stronger depends on the metric. The core numbers in this article come from one matched printed-specimen vendor dataset, where PLA leads in XY stiffness and XY tensile yield, but PETG leads in impact resistance and heat metrics. In that dataset, PLA is 3250 ± 119 MPa in XY tensile modulus and 52.5 ± 0.9 MPa at XY tensile yield, while PETG reaches 7.9 ± 0.6 kJ/m² notched Charpy impact and 76.2 ± 0.8 °C HDT. [6] [7]
PETG or PLA: which is easier to print for beginners?
PLA is usually easier in common hobby workflows. Prusa lists PLA at 215/210 °C nozzle and 60 °C bed, with low-warp behavior, while PETG is listed at 230/240 °C nozzle and 85/90 °C bed and is more prone to stringing, with extra build-surface caution on smooth PEI. [8] [9]
Which handles heat better, PETG or PLA?
PETG handles heat better in this comparison when HDT is the lead metric. PLA is listed at 58.8 ± 0.4 °C HDT and PETG at 76.2 ± 0.8 °C, with Vicat values of 64.5 ± 0.4 °C and 82.9 ± 0.4 °C, respectively. HDT is not the same as a guaranteed service temperature, so these figures show thermal margin, not a universal safe-use promise. [6] [7]
Is PETG stronger than PLA for functional parts?
Often, but not universally. PETG often looks better for functional parts when impact survival and warm-environment margin matter, because its notched Charpy impact strength is 7.9 ± 0.6 kJ/m² and its HDT is 76.2 ± 0.8 °C in the matched dataset. PLA can still be preferable when a part mainly needs stiffness, easier printing, or sharper detail. [6] [7] [8]
Why do some data sheets show PLA beating PETG in tensile strength?
Because the comparison changes with method and setup. Printed-specimen orientation matters, yield and break are different endpoints, and formulation differences between brands can shift results even within the same material label. The matched dataset here controls many variables, but additive-manufactured polymer properties still vary with orientation and process parameters. [4] [6] [7]
Can I compare tensile yield, Charpy impact, HDT, and Vicat as if they all measure the same kind of strength?
No. Tensile yield, Charpy impact, HDT, and Vicat answer different failure or use questions, so one number cannot settle every use case. A stiffer material is not automatically better at impact, and a hotter-running material is not automatically better in tension. Metric choice, orientation, and formulation all matter. [4] [6] [7]
Sources
- ISO/ASTM 52900:2021 — Additive manufacturing — General principles — Fundamentals and vocabulary. Edition 2, publication date 2021-11; confirmed 2025. https://www.iso.org/standard/74514.html
- ISO/ASTM 52903-1:2020 — Additive manufacturing — Material extrusion-based additive manufacturing of plastic materials — Part 1: Feedstock materials. Publication date 2020-04. https://www.iso.org/standard/67290.html
- ISO/ASTM 52903-2:2020 — Additive manufacturing — Material extrusion-based additive manufacturing of plastic materials — Part 2: Process equipment. Publication date 2020-10; confirmed 2022. https://www.iso.org/standard/69968.html
- NISTIR 8059 — Materials Testing Standards for Additive Manufacturing of Polymer Materials: State of the Art and Standards Applicability. May 2015. https://nvlpubs.nist.gov/nistpubs/ir/2015/NIST.IR.8059.pdf
- Stratasys Legal Information. No page revision date shown; site copyright 2025. https://www.stratasys.com/en/legal/legal-information/
- UltiMaker PLA Technical Data Sheet. Filename says v5.00; internal PDF footer reads Version v2.00, Date April 20, 2022. https://um-support-files.ultimaker.com/materials/2.85mm/tds/PLA/Ultimaker-PLA-TDS-v5.00.pdf
- UltiMaker PETG Technical Data Sheet. Version v1.00, Date April 29, 2022. https://um-support-files.ultimaker.com/materials/2.85mm/tds/PETG/Ultimaker-PETG-TDS-v1.00.pdf
- Prusa Knowledge Base — PLA. https://help.prusa3d.com/article/pla_2062?product=mk4s
- Prusa Knowledge Base — PETG. https://help.prusa3d.com/article/petg_2059?product=mk4s