

Summary
High temp resin is not a standards-defined material class. It is a market label used for vat photopolymer resins whose heat claims only make engineering sense when they are tied to a stated HDT load, cure state, and test standard. ISO 75-1 describes this family of tests as a way to assess relative behavior at elevated temperature under load, and it explicitly says the results do not necessarily represent maximum applicable temperatures. [2]
That is why “how hot can it go?” needs a conditional answer rather than a single universal number. Material, load, geometry, printer workflow, washing, UV post-cure, and thermal post-cure can all change the result. This guide shows how to read a data sheet, separate HDT from Tg and from vague “max temp” marketing, and understand how post-processing can improve thermal performance while also shifting accuracy. ASTM D648 gives the same warning: the data are not intended to predict design endurance except under similar conditions. [4]
What Is High Temp Resin?
In vat photopolymerization, high temp resin is best understood as a marketing or material category, not as a formal standards class. The useful comparison anchor is not the label itself, but the reported thermal metric and its test basis. [2]
- HDT at low load, usually 0.45 or 0.455 MPa. [3]
- HDT at high load, usually 1.80 or 1.82 MPa. [3]
- Tg, which is method-dependent. [9] [15]
- Short-term thermal exposure survival, which is not a standardized maximum-service-temperature figure. [2] [13]
- A required thermal post-cure schedule. [5] [6] [10]
- Dimensional stability under heat, which remains geometry- and stress-dependent. [8] [14]
Brief historical context
The patent most often used as the anchor point for modern stereolithography was filed on August 8, 1984, and published as US4575330A on March 11, 1986. [17] ASME notes that the SLA-1 was produced in 1987, marking the point when stereolithography became available for commercial sale and use rather than remaining only a development-stage process. [18]
How High Temperature Resin for SLA and DLP Works
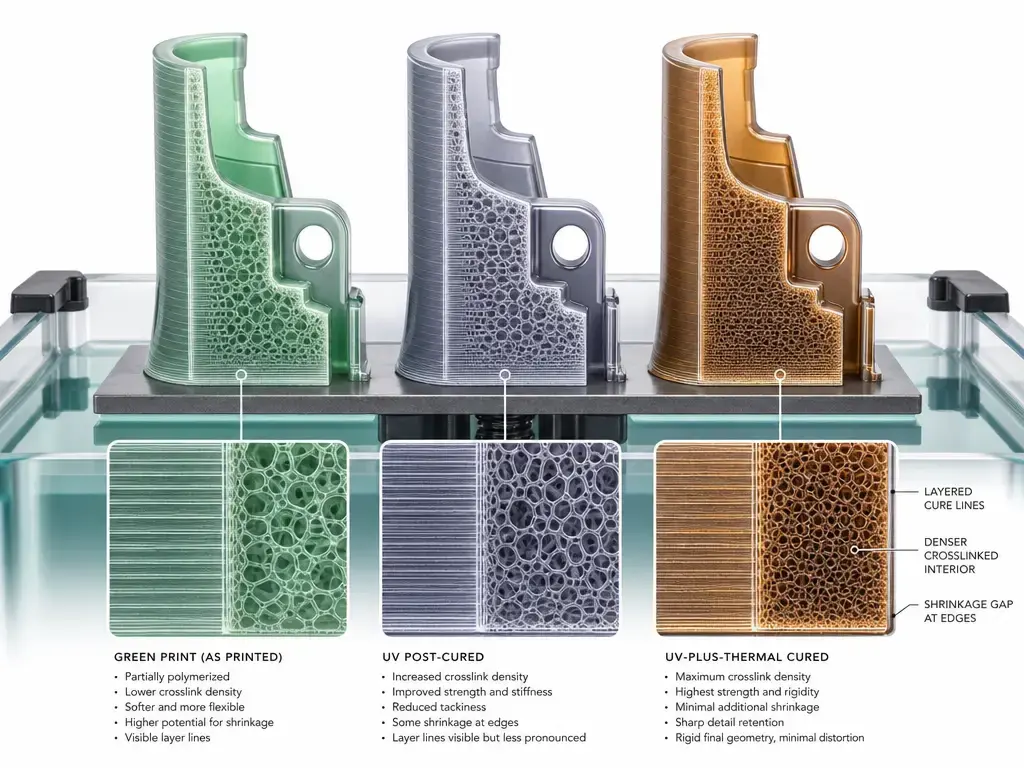
Vat photopolymerization builds a part by selectively curing liquid photopolymer into successive layers. ISO/ASTM 52900 is the vocabulary anchor for this additive manufacturing family. In practice, a printed part leaves the machine in a green state: shape-stable, but not yet at its final post-cured network state. Additional curing can continue network formation, which is why the same resin may publish different properties for green, UV-post-cured, and UV-plus-thermal states. [1] [14] [15]
The key variables are conversion and crosslink density. The 2022 hot-lithography study notes that the Tg of thermoset polymers is directly related to degree of conversion and cross-linking density, so more complete curing is generally associated with higher stiffness and a higher Tg. That gain comes with trade-offs: higher conversion can also intensify shrinkage, residual stress, and dimensional change. Menargues et al., published on June 6, 2026, reported roughly 15–60% relative stiffness increases after UV post-curing for rigid photopolymers, while also documenting added secondary shrinkage and dimensional deviation. [15] [14]
SLA, DLP, and MSLA all belong to the vat photopolymerization family, but that shared family name does not make materials or settings interchangeable. A published resin claim still has to be read in the context of the printer, exposure engine, layer thickness, and post-processing workflow that produced it. [1] [8] [11]
HDT, Tg, and “Max Temp”: Reading a High Temp Resin Data Sheet
For a high temp resin, HDT is the most useful comparison anchor only when the test basis is disclosed. ISO 75-1 frames the method as a determination of temperature of deflection under load and says it is suitable for assessing relative behavior at elevated temperature under load. The same standard also says the results do not necessarily represent maximum applicable temperatures and are not intended to predict actual end-use performance, design, or endurance. ASTM D648 gives the same caution for the ASTM version of the test. So if the question is “what is the universal high temp resin max temp?”, the correct answer is no reliable figure found. There is no single standards-based number that transfers across materials, cure states, geometries, and loads. [2] [4]
The next thing to read is the load. ISO 75-2 Method B uses 0.45 MPa, Method A uses 1.80 MPa, and Method C uses 8.00 MPa. Vendors using ASTM-style notation often write the same low- and high-load conditions as 0.455 MPa and 1.82 MPa. A resin can look dramatically more heat resistant at low load than at high load, so two HDT values on one sheet usually mean two valid test conditions, not an error. [3] [7]
Then separate HDT from the network’s glass-transition temperature, Tg, and from any decomposition or discoloration language. Tg is a transition metric reported by a stated method, such as DMA, and it can move with conversion and crosslink density rather than mapping cleanly to a continuous-use limit. Liqcreate Strong-X makes the distinction explicit by listing HDT-B values of 66 °C and 73 °C after two cure schedules, while also reporting degradation temperature above 250 °C and discoloration appearing at 120 °C. Those numbers answer different questions and should not be merged into one service-temperature claim. [9] [13] [15]
Where a vendor omits a basis, the right entry is no reliable figure found rather than a guess. [2] [12]
Comparison table: HDT values (state + load + standard disclosed)
| Material | HDT @ low load | HDT @ high load | Notes |
|---|---|---|---|
| Formlabs High Temp Resin | 49 °C green; 120 °C post-cured; 238 °C post-cured + additional thermal cure, all @ 0.45 MPa, ASTM D648-16 | 44 °C green; 78 °C post-cured; 101 °C post-cured + additional thermal cure, all @ 1.8 MPa, ASTM D648-16 | Filler status not disclosed; test states are defined in the TDS and are workflow-specific. [5] |
| Phrozen TR300 | 160 °C @ 0.45 MPa, standard not disclosed, after 30 minutes of post-curing | no reliable figure found | Filler status not disclosed; viscosity is listed as 123.6 cP, but measurement temperature is not disclosed. [12] |
| 3D Systems Accura AMX High Temp 300C | 300 °C @ 0.455 MPa, ASTM D648; 300 °C @ 0.455 MPa, ISO 75-1/2 B | 124 °C @ 1.82 MPa, ASTM D648; 115 °C @ 1.82 MPa, ISO 75-1/2 A | Filler status not disclosed; vendor says no thermal post-cure is required for the headline low-load HDT, but workflow remains printer-specific. [7] [8] |
| Ultracur3D RG 3280 | 284 °C @ 0.45 MPa, ASTM D648, UV; 284 °C @ 0.45 MPa, ASTM D648, UV + thermal | 132 °C @ 1.82 MPa, ASTM D648, UV; 162 °C @ 1.82 MPa, ASTM D648, UV + thermal | Ceramic-filled, ≈65 wt% silica; Tg is 164 °C after UV cure and 168 °C after UV + thermal by ASTM D4065. [9] |
| LOCTITE 3D IND147 | 235–291 °C @ 0.455 MPa, ASTM D648, post-processed range reported by vendor | 136–163 °C @ 1.82 MPa, ASTM D648, post-processed range reported by vendor | Filler status not disclosed; the workflow specifies an additional heat post-cure at 170 °C for 3 hours. [10] |
Proprietary-platform note: Carbon CE 221
| Material | HDT @ low load | HDT @ high load | Notes |
|---|---|---|---|
| Carbon CE 221 (proprietary platform material) | 230 °C @ 0.455 MPa, ASTM D648 | 200 °C @ 1.82 MPa, ASTM D648 | Platform-specific dual-cure material; do not treat these values as open-material drop-in data. [11] |
A few patterns matter more than the brand names. Formlabs High Temp Resin rises from 49 °C to 238 °C at low load across cure states, but only from 44 °C to 101 °C at high load. Ultracur3D RG 3280 stays at 284 °C at low load whether it is UV-cured or UV-plus-thermal, yet its high-load HDT rises from 132 °C to 162 °C. Accura AMX High Temp 300C shows why headline numbers alone can mislead: 300 °C at low load coexists with 124 °C ASTM or 115 °C ISO at high load. [5] [7] [9]
Also read the fine print around filler disclosure and viscosity temperature. Ultracur3D RG 3280 discloses viscosity of 300 mPa·s at 25 °C and 230 mPa·s at 30 °C, while Phrozen TR300 gives 123.6 cP without a stated measurement temperature. Those details belong in the comparison, not in the footnotes. [9] [12]
Printing and Post-Processing Workflow (What Changes Heat Resistance — and What Changes Accuracy)
1) Printer settings and validation
Start with validated profiles, not intuition. Formlabs’ cited High Temp data were generated on a Form 2 at 100 µm with named wash and cure states, and 3D Systems publishes qualified printer types and material-specific build guidance for Accura AMX High Temp 300C. A thermal claim is the output of a specific machine, layer thickness, exposure strategy, and post-process, not a chemistry-only constant. Copying settings across ecosystems is not a validated comparison. [5] [8]
2) Cleaning / washing (surface resin removal)
Cleaning removes uncured surface resin; it does not create the final bulk properties. Formlabs’ High Temp TDS says the green-state data came from parts washed for 5 minutes in Form Wash and air dried without post-cure. 3D Systems uses a different protocol for Accura AMX High Temp 300C: 5–20 minutes of TPM agitation, then 5–10 minutes of IPA agitation, with time depending on geometry. Those numbers are not interchangeable, and geometry-blind washing can damage edges, thin features, or flatness before cure even starts. [5] [8]
3) Drying (solvent removal before cure)
Drying is its own variable. 3D Systems explicitly recommends letting parts fully dry before post-curing for peak mechanical results, either at ambient conditions or for about 30 minutes in a 35 °C oven. Residual solvent can interfere with subsequent cure development and add another path to dimensional change or surface defects. Cleaning and drying should be treated as separate steps in the workflow. [8]
4) UV post-cure (photochemical property development)
UV post-cure is where much of the property development happens. It continues network formation beyond the as-printed state, which is why a resin can gain stiffness and shift its thermal metrics after printing. But the gain is resin-dependent rather than automatic. Menargues et al. measured roughly 15–60% relative stiffness increases in rigid photopolymers after UV post-curing and also documented secondary shrinkage and dimensional deviation. A schedule that improves a coupon on paper can still make a flat fixture, thin wall, or close-tolerance mating feature harder to hold. [14]
5) Thermal post-cure (if required)
Some materials stop at UV, while others use an additional oven stage to reach their published high-temperature state. Formlabs’ cited High Temp TDS includes a thermal-cure condition of 120 minutes at 80 °C plus 180 minutes at 160 °C, and the current Form Cure V1 settings sheet last updated on June 9, 2026, lists High Temp Resin V2 at 120 minutes at 80 °C with a 180-minute thermal post-cure at 160 °C. LOCTITE 3D IND147 goes further by specifying an additional 170 °C heat post-cure for 3 hours after UV curing, with a ramp rate at or below 5 °C/min and slow cooldown in the oven to reduce warpage risk. By contrast, 3D Systems states that Accura AMX High Temp 300C does not need a thermal post-cure to reach its low-load 300 °C HDT in its qualified workflow. [5] [6] [7] [10]
- Print with the resin/printer profile the vendor validated. [5] [8] [11]
- Drain excess resin before washing so the solvent stage is doing cleanup, not bulk removal. [8]
- Wash for the material- and geometry-specific interval rather than using one universal bath time. [5] [8] [10]
- Dry completely before post-curing, using only the airflow or low-temperature drying methods the workflow allows. [8] [10]
- Remove supports at the recommended stage, because some high-temp systems become much more rigid after cure. [8]
- Apply the named UV post-cure, and add thermal post-cure only when the workflow or target property state calls for it. [5] [6] [7] [10]
- Re-measure critical dimensions after cure and before fit-up or heat testing, because curing can improve stiffness while changing geometry. [14] [5]

Types of Heat-Resistant Resin for DLP Printing and SLA
A useful split is between systems with explicit filler disclosure and systems without it. Among the cited examples, only Ultracur3D RG 3280 clearly discloses its filler content, reporting a ceramic-filled formulation with about 65 wt% silica. [9] For Formlabs High Temp Resin, Phrozen TR300, Accura AMX High Temp 300C, and LOCTITE IND147, no reliable filler figure is disclosed in the cited pages, so they should be treated as not disclosed rather than assumed unfilled. [5] [7] [10] [12] Filled systems can deliver very high stiffness and HDT, but they also require closer reading of rheology and process data; RG 3280, for example, reports viscosity at both 25 °C and 30 °C instead of leaving the temperature basis unstated. [9]
Another useful split is between commercially published resin data and proprietary platform materials. Carbon CE 221 is a platform-specific dual-cure material reported on Carbon’s own workflow basis, with HDT values of 230 °C at 0.455 MPa and 200 °C at 1.82 MPa under ASTM D648. [11] That makes it useful as a benchmark inside its own ecosystem, but not as a shortcut for open-vat assumptions. The broader lesson is the same for every system here: printer validation still matters, and 3D Systems explicitly notes that workflow differences between SLA platforms affect how Accura AMX High Temp 300C must be built and tuned. [8]
Performance Metrics That Matter (and Which Ones Often Don’t Transfer)
Prioritize the two HDT loads, Tg with the stated method, modulus, strength, elongation or impact for brittleness context, and viscosity with its measurement temperature. HDT still matters most for heat-loaded comparison, but ISO 75-1 only supports it as a relative under-load metric rather than a design-endurance shortcut. When a page gives one temperature and hides the test basis, part of the engineering story is missing. [2] [3] [12]
The highest-HDT state may not maximize every other property. Formlabs High Temp Resin makes that clear: at 0.45 MPa, HDT moves from 49 °C in the green state to 120 °C after post-cure and 238 °C after additional thermal cure. But tensile strength goes from 20.9 MPa to 58.3 MPa and then down to 48.7 MPa, while elongation at break drops from 14% to 3.3% to 2.3%, and notched Izod impact drops from 32.8 J/m to 18.2 J/m and 16.9 J/m. Optimizing for the biggest temperature number alone can create a worse trade-off elsewhere. [5]
Optional metrics only help when the vendor publishes them with context. Accura AMX High Temp 300C reports 24-hour water absorption of 0.36% and CTE values of 74 ppm/°C from -20 to 50 °C and 55 ppm/°C from 75 to 180 °C, which is useful when moisture uptake or thermal expansion matters. [7] Ultracur3D RG 3280 reports water absorption of 0.29% after 24 hours and 2.60% after more than 3000 hours. [9] Phrozen TR300’s cited product page does not publish equivalent CTE or water-absorption detail, so for those fields the correct comparison entry is no reliable figure found. [12]

Applications: Molds, Tooling, Fixtures, and Thermal Test Parts
The realistic application space for these materials is fixtures, mounts, housings, custom molds, flow-visualization parts, and other thermal test articles where elevated-temperature stiffness matters more than long-life ductility. 3D Systems positions Accura AMX High Temp 300C for high-temperature component testing, low-pressure molding or tooling for expanding foams and rubbers, fixtures, mounts, housings, and elevated-temperature fluid or gas flow visualization. [7] Henkel positions LOCTITE 3D IND147 for tooling at high temperature and low pressure, prototyping of high-temperature parts, and customized molds. [10] Those are appropriately bounded claims because they stay tied to defined workflows and limited process loads. [7] [10]
The boundary matters. In the sources used here, no manufacturer validation is provided for food contact, medical use, sterilization, or other safety-critical service. The safe answer for those cases is not validated or no reliable approval found. Keep the language at prototype, short-run, and low-pressure tooling level unless the exact material and workflow are separately qualified. [2] [10] [11]
Limitations and Failure Modes
High thermal stiffness usually comes with trade-offs in brittleness and geometry sensitivity. 3D Systems warns that Accura AMX High Temp 300C is very susceptible to warp on larger cross-section parts, and for SLA 750 or SLA 750 Dual it recommends compound-angle orientation and denser supports when sustained cross sections exceed 3.5 mm. [8] That is a practical reminder that load dependence alone can make a resin look far more heat resistant on a data sheet than it will feel in a thick, flat real part. Flat tooling faces, thick dies, and wide unsupported spans are often where the process limits show up first. [2] [8]
Post-cure creates its own failure modes as well. Menargues et al. show that UV post-curing can deliver mechanical reinforcement and still worsen dimensional deviation through secondary shrinkage. [14] Thermal post-cure adds another thermal-stress pathway, which is why Henkel specifies a ramp rate of no more than 5 °C/min and slow oven cooldown for IND147. [10] If a part is thin, asymmetric, or still carrying trapped solvent, the cure furnace can become a distortion step rather than a finishing step. [8] [10]
Solvents, contamination, and formulation class add more constraints. 3D Systems separates cleaning, drying, UV cure, and contamination control in its workflow for a reason, and it specifically warns that Accura and Accura AMX chemistries are not chemically compatible. [8] Filled systems add another layer: Ultracur3D RG 3280 is ceramic-filled at about 65 wt% silica, which helps explain its very high stiffness but also means it should not be read as process-equivalent to a not-disclosed system. [9] Long-term UV aging and real service environments can also change behavior, but unless a vendor publishes the exposure basis, no reliable figure found is the right answer. [2]
Current Research and Market Context (No Hype)
Recent research is less about a magic “heatproof” resin and more about balancing chemistry, processability, and sustainability. The 2025 Green Chemistry critical review on sustainable vat photopolymerization was submitted on May 8, 2025, accepted on July 1, 2025, and first published on July 2, 2025. It frames the field around better monomer choices, greener synthesis routes, and more meaningful sustainability metrics rather than headline performance claims. [16]
At the same time, process-property tuning remains active research. The 2022 hot-lithography paper links vat temperature and mixture design to conversion, crosslink density, shrinkage, and Tg development, while the June 6, 2026, Menargues study quantifies the post-cure trade-off between stiffness gain and dimensional drift. The likely gains ahead are better-controlled networks and better-controlled workflows, not the idea that one HDT number answers every engineering question. [15] [14]
Key Takeaways for Choosing High Temp Resin
Choosing a high temp resin is mostly an exercise in refusing vague data. Start with the load-relevant HDT, verify the standard and cure state, and then decide whether the workflow and geometry are compatible with your tolerance window. A resin that looks excellent at 0.45 MPa may be far less impressive at 1.8 MPa, and a cure schedule that produces the best heat number may also increase shrinkage or reduce toughness. Filled systems, proprietary platforms, and missing test details all change how transferable a claim really is. [3] [5] [9] [11]
- Choose by the HDT load that resembles your part’s stress state, not by the biggest single temperature on the page. [3] [7]
- Check the required cure schedule before validation; a material that needs 120 minutes at 80 °C plus 180 minutes at 160 °C is a different workflow commitment than one that does not require thermal post-cure. [6] [7] [10]
- Treat tolerance as a first-class requirement, because UV and thermal post-cure can improve stiffness while worsening dimensional accuracy. [14]
- Separate filled from not-disclosed systems; Ultracur3D RG 3280 is ceramic-filled at about 65 wt% silica and should not be read as process-equivalent to a differently disclosed system. [9]
- Stay inside validated printer/material ecosystems whenever possible, especially for platform-specific materials and qualified industrial SLA workflows. [8] [11]
- Treat the SDS as a handling document, not as proof of end-use approval; the sources here do not validate food-contact, medical, sterilization, or other safety-critical use for these workflows. [10] [11]
FAQ
What is high temp resin?
High temp resin is a market label for vat photopolymer resins sold for better elevated-temperature performance than general-purpose resins. It is not a formal standards class. The useful way to compare one product with another is to look for the disclosed HDT basis, cure state, and test standard rather than trusting the label by itself. [2]
What is the high temp resin max temp?
No universal figure exists. ISO 75-1 explicitly says HDT results do not necessarily represent maximum applicable temperatures, and the result depends on load, cure state, geometry, and test method. For a universal “max temp” claim across all resins, the correct answer is no reliable figure found. You have to answer that question material by material and condition by condition. [2]
Why does a high temp resin data sheet list two HDT values (0.45 vs 1.8 MPa)?
Because the load changes the result. ISO 75-2 defines Method B at 0.45 MPa and Method A at 1.80 MPa, so the same material can show a higher HDT at the lower stress and a lower HDT at the higher stress. Two values usually mean two valid test conditions, not two versions of the resin. [3]
Is HDT the same as maximum service temperature?
No. ISO 75-1 says the method is for relative behavior under load at elevated temperature and that the result does not necessarily represent the maximum applicable temperature. ASTM D648 similarly says the data are not intended for design or endurance prediction except under similar conditions. HDT is useful, but it is not a blanket service-temperature limit. [2] [4]
How long should high temp resin cure time be?
It depends on the material, the cure device, and the target property state. As a current Formlabs example, the Form Cure V1 settings sheet last updated on June 9, 2026, lists High Temp Resin V2 at 120 minutes at 80 °C, with a 180-minute thermal post-cure at 160 °C as an additional option. Older TDS test states can use different schedules. [5] [6]
What is the correct high temp resin wash time?
There is no single correct wash time. Formlabs’ cited High Temp TDS used a 5-minute Form Wash step for the green-state condition, while 3D Systems specifies 5–20 minutes of TPM agitation and 5–10 minutes of IPA agitation for Accura AMX High Temp 300C, with geometry-dependent timing. The right answer is the validated workflow for the specific resin and part shape. [5] [8]
How should engineers compare ASTM D648 vs ISO 75 HDT values across vendors?
Only compare like with like: same load, same cure state, and clearly identified standard. If one vendor gives ASTM D648 at 0.455 MPa and another gives ISO 75-1/2 A at 1.80 MPa, those numbers are not directly comparable. Accura AMX High Temp 300C is a good example because 3D Systems publishes both ASTM and ISO HDT values for the same resin. [2] [7]
Sources
- [1] ISO/ASTM 52900:2021 — Additive manufacturing — General principles — Fundamentals and vocabulary. ISO. 2021; confirmed 2025. https://www.iso.org/standard/74514.html
- [2] ISO 75-1:2020 — Plastics — Determination of temperature of deflection under load — Part 1: General test method. ISO. 2020; confirmed 2026. https://www.iso.org/standard/77576.html
- [3] ISO 75-2:2013 — Plastics — Determination of temperature of deflection under load — Part 2: Plastics and ebonite. ISO. 2013. https://www.iso.org/standard/55653.html
- [4] ASTM D648-16 — Standard Test Method for Deflection Temperature of Plastics Under Flexural Load in the Edgewise Position. ASTM International. 2016; page metadata updated 2018. https://store.astm.org/d0648-16.html
- [5] Materials Data Sheet — High Temp Resin section. Formlabs. TDS PDF; revision/date not stated on cited lines. https://formlabs-media.formlabs.com/datasheets/XL-DataSheet-601.pdf
- [6] Form Cure V1 time and temperature settings. Formlabs. Last updated 2026-06-09. https://s3.amazonaws.com/servicecloudassets.formlabs.com/media/Finishing/Post-Curing/115001414464-Form%20Cure%20Time%20and%20Temperature%20Settings/FormCurePost-CureSettings.pdf
- [7] Accura AMX High Temp 300C Datasheet. 3D Systems. 2023-10-31 file; footer 10-23. https://www.3dsystems.com/sites/default/files/2024-01/3d-systems-accura-high-temp-300c-datasheet-us-letter-2023-10-31_web.pdf
- [8] SLA Best Practices — Accura AMX High Temp 300C, Rev. B. 3D Systems. 2024-03-04. https://printer-docs-public.s3.amazonaws.com/sites/default/files/Best_Practices/SLA/pdfs/AMX_High_Temp_300_Best_Practices-Rev-B-Mar-2024.pdf
- [9] Ultracur3D RG 3280 Extended TDS, Version 4.1. Forward AM/BASF, hosted on Stratasys. Version 4.1. https://www.stratasys.com/siteassets/materials/materials-catalog/p3-materials/ultracur3d-rg3280/mds_ultracur3d_-rg-3280_v4.1.pdf?v=4abe25
- [10] LOCTITE 3D IND147 TDS. Henkel. Version 2025/07/02. https://dm.henkel-dam.com/is/content/henkel/Loctite-3D-IND147
- [11] Carbon CE 221 Technical Data Sheet, Rev. G. Carbon. 2022-05-31. https://docs.carbon3d.com/files/technical-data-sheets/tds_carbon_ce-221.pdf
- [12] Phrozen TR300 Ultra-High Temp Resin product page. Phrozen. No reliable revision date found. https://us.phrozen3d.com/products/tr300-ultra-high-temp-resin
- [13] Liqcreate Strong-X product page. Liqcreate. No reliable revision date found. https://www.liqcreate.com/product/strong-x/
- [14] Menargues et al. “Process–property Trade-offs Induced by UV Post-curing in Stereolithography Building: A Resin-dependent Analysis.” The International Journal of Advanced Manufacturing Technology. Published 2026-06-06. https://link.springer.com/article/10.1007/s00170-026-18359-0
- [15] Sameni et al. “Hot Lithography Vat Photopolymerisation 3D Printing: Vat Temperature vs. Mixture Design.” Polymers. 2022. https://www.mdpi.com/2073-4360/14/15/2988
- [16] Maturi et al. “Sustainable approaches in vat photopolymerization: advancements, limitations, and future opportunities.” Green Chemistry. First published 2025-07-02. https://pubs.rsc.org/en/content/articlehtml/2025/gc/d5gc02299a
- [17] US4575330A — Apparatus for production of three-dimensional objects by stereolithography. Google Patents. Filing date 1984-08-08; publication date 1986-03-11. https://patents.google.com/patent/US4575330A/en
- [18] ASME Landmark #261 — Stereolithography. ASME. Undated page. https://www.asme.org/about-asme/engineering-history/landmarks/261-stereolithography



