Summary
ABS-like resin is a UV-curable photopolymer label used when standard resin is too brittle, but the user still wants the detail and surface finish of vat photopolymerization. It is best treated as a vendor-defined durability or engineering-resin label, not as a standardized material class. [1]
Its performance depends on formulation, printer, orientation, washing, and post-curing. A single manufacturer example shows why that matters: Formlabs Tough 2000 Resin V2 reports ultimate tensile strength of 26.1 MPa in the green state and 40.4 MPa after post-curing under its stated ASTM D638-14 workflow. [15] That kind of shift is why ABS-like resin should be evaluated by its technical data sheet, test method, and cure condition, not by the name alone. [1] [15]
What “ABS-like resin” means (and what it doesn’t)
ABS-like resin is a vendor label for a UV-curable photopolymer formulated to mimic some behaviors associated with ABS, usually higher toughness or lower brittleness than a basic model resin. In additive manufacturing terminology, the broader process family is vat photopolymerization, and ISO/ASTM 52900 is the vocabulary anchor for that family. [1] The phrase is useful as a performance analogy, but it is not a standardized material class with a universal minimum threshold for tensile strength, impact resistance, elongation, or HDT. [1]
It is not chemically ABS, and it is not a melt-processed thermoplastic like molded ABS. That means ABS-like resin should not be treated as equivalent to injection-molded ABS or to any single certified engineering plastic. [1] [11]
The label exists because users need a quick shorthand for “tougher than standard resin,” but real performance comes from the formulation, printer, exposure profile, washing, and post-cure. Two ABS-like products can behave very differently, so the data sheet, not the name, has to decide whether a resin is suitable for a given job. [15] [18] [19] [21]
Why ABS became the comparison reference
ABS became the comparison reference because it is widely recognized as a hard, tough, heat-resistant engineering plastic, which makes it an intuitive shorthand when resin makers want to signal better toughness than a brittle model photopolymer. Britannica dates ABS to a 1948 patent and notes commercial introduction in 1954, so the comparison was already familiar long before desktop resin printers made “ABS-like” a common label. [11]
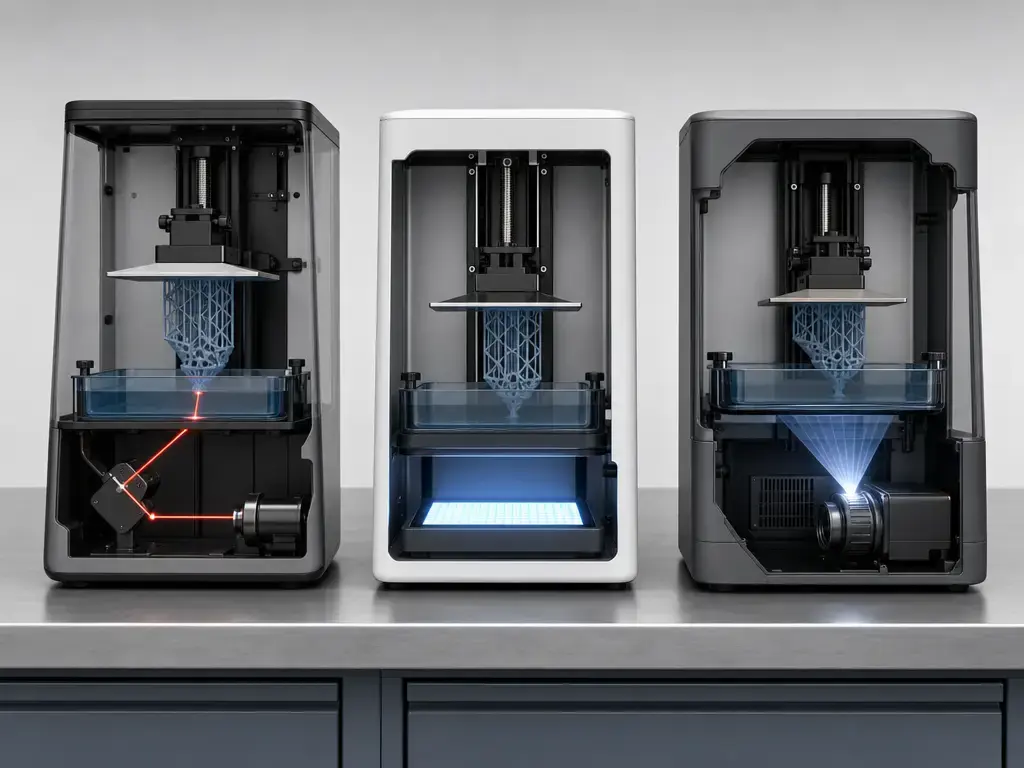
SLA vs MSLA/LCD vs DLP: same process family, different light engines
SLA, MSLA/LCD, and DLP all belong to vat photopolymerization, the additive manufacturing process family in which a liquid photopolymer is cured layer by layer in a resin vat. In this context, photopolymerization is the light-driven reaction that converts liquid resin into a crosslinked solid. ISO/ASTM 52900 is the vocabulary anchor for using vat photopolymerization as the process-family term. [1]
The printer types differ in how they deliver light. SLA uses a laser to trace each layer, DLP uses a projector and micromirror array to expose an image of the layer, and MSLA commonly uses an LCD screen to mask light so only the intended cross-section cures. Those differences matter because light delivery, peel mechanics, and machine design can change accuracy, surface character, and the final mechanical outcome even when the resin family sounds similar. Formlabs’ comparison guide is a useful reference for those practical distinctions. [16]
Compatibility is more than wavelength: open vs closed ecosystems
Closed ecosystems can be useful because the printer, resin, and post-processing workflow have been validated together. Open-material workflows offer broader material access, but they also shift more tuning and troubleshooting to the user. Formlabs’ Open Material Mode is an example of an open workflow with explicit support and warranty caveats, while Stratasys presents its Neo platform as an open materials system for commercially available 355 nm resins. [17] [19]
Wavelength compatibility is necessary, but it is not enough by itself. A resin being compatible with 405 nm or 355 nm light does not guarantee that it will print well on every machine using that wavelength, because exposure profiles, resin behavior, peel forces, heating, and tank or film behavior all affect the outcome. Open access is not the same thing as validated reliability. [17] [19]
Before using a resin on a printer, check:
- Wavelength and printer light-engine type, whether SLA, DLP, or MSLA.
- Whether a validated profile exists, or whether you must tune it yourself.
- Resin temperature and viscosity implications.
- Tank or film compatibility and peel behavior.
- Wash solvent and wash time.
- Required post-cure profile, including light and heat if specified.
Workflow: printing, washing, drying, post-curing
A practical ABS-like resin workflow starts at the printer and ends with a fully post-cured part, but the details are resin- and printer-specific rather than universal. Exposure settings, peel behavior, washing, and curing can all affect fit, surface quality, and apparent toughness. [1] [16]
- Shake the resin bottle.
- Print the part with the vendor-recommended profile.
- Drain excess resin from the build.
- Wash the part in the recommended solvent.
- Dry it fully.
- Post-cure it according to the resin TDS.
- Inspect for tack, warp, and support marks.
- Optional additional conditioning, if the TDS calls for it.
Post-curing is not just a finishing step. It can materially change measured properties. Formlabs Tough 2000 Resin V2 reports ultimate tensile strength of 26.1 MPa in the green state and 40.4 MPa after post-curing, while elongation at break drops from 149% to 79% under ASTM D638-14. [15] The same TDS ties those values to a specific workflow: parts printed on a Form 4 at 100 μm, washed for 10+5 minutes in at least 99% IPA, then post-cured for 12 minutes at 70 °C in a Form Cure V2. [15] That is why green-state values from one resin should not be compared with post-cured values from another resin. [15]
For safety, consult the SDS and use chemical-resistant gloves such as nitrile or neoprene when handling uncured resin. Do not use latex gloves. Fully post-cure printed parts per the manufacturer’s instructions before handling them without gloves. [14] Curing reduces hazards, but it does not establish certification for skin, food, medical, or toy use.

How to compare ABS-like resin TDS data (methods + conditioning)
Technical data sheet values are useful, but they are vendor-reported and conditional. For ABS-like resin, the same label can hide different cure states, specimen shapes, and printer settings, so a number only becomes decision-grade when the method and conditioning are clear. Tensile, flexural, impact, and HDT data should be read in the context of the stated ASTM or ISO family, not as universal constants. [2] [3] [4] [5] [6] [7] [8] [9]
Specimen geometry and conditioning matter before any comparison. A tensile bar, a flexural strip, and an Izod specimen do not measure the same behavior. Build orientation, cure state, printer model, exposure profile, aging, and test environment can all change the result. Independent studies on vat photopolymerized specimens also show that orientation, layer thickness, strain rate, and specimen size can influence measured strength, stiffness, and fracture behavior. [10] [13]
HDT and impact need extra discipline. ISO 75-1 notes that “HDT” is common shorthand, even though it is not the official document designation, and ISO 75-2 defines three different load conditions: method A at 1.80 MPa, method B at 0.45 MPa, and method C at 8.00 MPa. [8] [9] Impact data should also specify the method and notch condition. If a TDS is internally inconsistent, stop treating it as a benchmark. The Anycubic ABS-Like Resin Pro 2 TDS, as written, lists “Bending Modulus 40–45 MPa” and “Bending Strength 1400–1800 MPa” under ASTM D790, which is more plausibly a labeling or units problem than a trustworthy flexural comparison. [22]
| Metric | Common ASTM method | Common ISO method |
|---|---|---|
| Tensile strength / elongation at break | ASTM D638-22. [2] | ISO 527-1:2019. [6] |
| Flexural strength / flexural modulus | ASTM D790-25. [3] | ISO 178:2019. [7] |
| Izod impact | ASTM D256-26. [4] | Method varies by source; compare only by the stated method and notch condition. |
| HDT / DTUL | ASTM D648-18. [5] | ISO 75-1:2020 and ISO 75-2 load methods A 1.80 MPa, B 0.45 MPa, C 8.00 MPa. [8] [9] |
Do not compare:
- Green-state values from one resin with post-cured values from another.
- Notched Izod with unnotched Izod as if they were peers.
- HDT at 0.45 or 0.46 MPa with HDT at 1.8 MPa as if the load were the same.
- ASTM and ISO results as if they were automatically identical.
Performance metrics: what “strong” and “durable” can actually mean
“Strong” is not a single property. In ABS-like resin, tensile strength describes resistance to being pulled apart, tensile modulus describes stiffness in tension, elongation at break describes how much strain the specimen takes before failure, flexural strength and flexural modulus describe bending behavior, impact resistance describes fracture behavior under sudden loading, Shore hardness describes surface indentation resistance, and HDT describes deflection under a defined load while temperature rises. Shrinkage is different again: it is a processing metric that can affect fit and warpage, but it is not a guaranteed dimensional tolerance. Strength does not equal toughness, and a resin can look good in one metric while disappointing in another. [2] [3] [4] [5] [6] [7] [8] [9]
Real products show that variation clearly. Formlabs Tough 2000 Resin V2 reports post-cured flexural strength of 67 MPa, flexural modulus of 1701 MPa, notched Izod of 25 J/m, unnotched Izod of 325 J/m, and HDT values of 70 °C at 0.45 MPa and 57 °C at 1.8 MPa. [15] 3D Systems’ Accura ABS White reports tensile strength of 46–48 MPa, tensile modulus of 2290–2400 MPa, elongation at break of 8–14%, flexural strength of 74–76 MPa, flexural modulus of 2040–2120 MPa, and HDT of 51 °C at 66 psi, about 0.455 MPa. [18] Stratasys’ WaterShed XC 11122 shows yet another balance: tensile strength 50 MPa, elongation 15.5%, flex modulus 2205 MPa, notched Izod 25 J/m, HDT 50 °C at 0.46 MPa, and water absorption 0.35%. [19] Anycubic’s ABS-Like Resin 3.0 lists viscosity of 280–300 mPa·s at 25 °C, density of 1.06–1.09 g/cm³, Shore D of 83–86, tensile strength of 38–45 MPa, elongation at break of 22–27%, and volume shrinkage of 3.9–4.9%. [21]
One caution is worth stating plainly: the Accura ABS White summary sheet also reports ASTM D256 impact strength of 24–47 J/m, but it does not identify notch condition in the headline table, so that value is better treated as a vendor-specific reference than as a peer comparison to explicitly notched or unnotched Izod data. [18] Without method details, load condition, and cure state, “strong” and “durable” are not very informative claims. [15] [18] [19] [21]
ABS-like resin vs standard resin vs ABS thermoplastic
Compared with standard model resin, ABS-like resin is usually chosen when a part needs better toughness, less brittle feel, or more forgiving snap behavior while keeping the fine detail and surface quality associated with vat photopolymerization. That does not automatically mean higher tensile strength in every product, only a different balance of properties. [1] [15]
Compared with true ABS thermoplastic, ABS-like resin is a different material family. ABS is a hard, tough, heat-resistant engineering plastic, while ABS-like resin parts are photocured polymer networks whose properties depend heavily on cure state and printing conditions. [11] Heat comparisons also need discipline: ISO 75-1 and ISO 75-2 make clear that HDT numbers only make sense with the stated load condition, so a value at 0.45 MPa is not directly comparable with one at 1.8 MPa. [8] [9] WaterShed XC 11122 is a useful reminder that “ABS-like” positioning can overlap with clear, application-driven materials rather than only opaque housings and clips. [19] [20]
| Material class | What it’s optimized for | Typical failure concern | Best-fit use |
|---|---|---|---|
| Standard resin | Fine detail and smooth cosmetic surfaces | Brittle fracture and low strain tolerance | Visual models and cosmetic mockups |
| ABS-like resin | Better toughness and functional prototyping | Sensitivity to cure state, heat, and impact setup | Fit checks, housings, clips, and light-duty prototype parts |
| ABS thermoplastic | Melt-processed engineering plastic parts | Different heat, creep, fatigue, and solvent behavior than photopolymers | Molded housings, durable plastic components, and production parts |
| Application-driven resin such as WaterShed XC 11122 | Optical or specialized mechanical goals | Performance is formulation-specific, not category-wide | Clear parts, flow models, duct work, and casting-related uses |
WaterShed XC 11122 reinforces the broader point. Stratasys positions it as having ABS- and PBT-like properties and as suitable for applications such as fluid flow analysis, duct work, investment casting, and lenses. That is a reminder that resin categories are performance shorthand, not strict grades. [20]
Applications: prototype validation vs light-duty service vs “don’t assume” end use
ABS-like resin is mainly used for prototypes and low-risk parts that need more toughness than a brittle model resin while still benefiting from the detail and finish of vat photopolymerization. [1] [21]
For prototype validation, that usually means fit checks, enclosure assembly, cosmetic review, snap-fit trials, and short-duration functional trials. Industrial examples show how broad the space can be: Stratasys positions WaterShed XC 11122 for fluid flow analysis, duct work, investment casting, and lenses, while consumer materials such as Anycubic ABS-Like Resin 3.0 publish tensile, elongation, and shrinkage data aimed at prototype-style use on smaller resin printers. [20] [21]
Light-duty service is possible, but only with testing on the actual geometry and environment. Anycubic ABS-Like Resin Pro 2, for example, lists tensile strength of 35–45 MPa, elongation at break of 35–40%, Izod impact strength of 126 J/m under GB/T1843/U, and volume shrinkage of 4.3–5.6%, but those values still do not replace application-specific validation. [22] Repeated loading, elevated temperature, outdoor UV exposure, and solvent contact should not be assumed safe just because the label says ABS-like. [5] [14]
- OK for prototype validation: snap-fit trials, clip fit, enclosure assembly checks, short-duration drill or tap trials, and jigs or fixtures in a controlled environment.
- Maybe for light-duty service (test first): low-load brackets, covers, handles, and low-cycle mechanisms.
- Unsupported/high-risk without resin-specific validation: living hinges, gears under sustained torque, safety-critical load-bearing parts, outdoor UV exposure, elevated-temperature service, and solvent-contact parts.
Design & dimensional-performance caveats
Geometry often decides whether an ABS-like resin part survives. Thin walls, sharp inside corners, support scars, unsupported spans, bosses, holes, and press-fit features all act as stress concentrators. Orientation matters as well, because vat photopolymerized parts can show anisotropic behavior depending on build plane, layer thickness, and cure conditions. Independent research on vat-photopolymerized specimens illustrates the point: one study modeled 45 specimens across three geometries and tested them under ISO 527-2, ISO 604:2002, and ISO 178:2019 at 1 mm/min. [10] Another study on vat photopolymerization found that build orientation, layer thickness, strain rate, and specimen size all influenced measured stiffness, strength, or fracture strain. [13]
Dimensional performance also needs discipline. X-Y pixel size or laser spot size, layer height, resin shrinkage, support layout, and post-cure all affect the final result, but they are not interchangeable concepts. A shrinkage figure is not a tolerance figure. Anycubic ABS-Like Resin 3.0, for example, lists volume shrinkage of 3.9–4.9%, but that number alone does not predict the final fit of a real part on a specific machine and workflow. [21]
Design checks before choosing ABS-like resin
- Are there thin walls or small clips that may crack during assembly?
- Should inserts be used instead of printed threads?
- Does the part need to survive drops or repeated impact?
- Will it see heat near the stated HDT range?
- Will it contact solvent, cleaner, or oil?
- Will it live outdoors or under UV exposure?
- What tolerances are actually required?
- Does the application need certification or traceable qualification?
Limitations and failure modes
ABS-like resin can still fail in a brittle way when cracks start at notches, sharp corners, support scars, or other local stress raisers. That is one reason impact data has to be read carefully: ASTM D256 values, notched Izod values, and unnotched values are not interchangeable descriptions of “toughness.” [4] [15]
Heat resistance is also limited by test conditions. ISO 75-1 notes that HDT is a common shorthand rather than an official document designation, and ISO 75-2 defines multiple load conditions that materially change the meaning of the result. ASTM D648 also cautions that deflection-temperature data are not intended to predict actual end-use performance unless conditions are comparable. [8] [9] [5] Creep, fatigue, UV aging, and chemical resistance are likewise application-specific unless the resin has been tested for those exact conditions. [5] [14]
For uncured resin, follow the SDS, use nitrile or neoprene gloves, and do not use latex gloves. Fully post-cure printed objects before handling them without gloves, following the supplier’s instructions. [14] A cured part is not automatically certified for skin, food, medical, or toy use.
Research snapshot: why process and curing can dominate “material”
A 2023 study in Polymers helps show why process-specific reading matters. The authors modeled 45 specimens across three geometries and tested them using ISO 527-2 tensile, ISO 604:2002 compression, and ISO 178:2019 flexure at a test speed of 1 mm/min. [10] In that dataset, FDM toughness was 40% of DLP toughness, FDM elongation at break was 37% of DLP, and SLA ultimate tensile stress was 27% higher than FDM. [10]
Those figures do not prove that one printer type is always better. They show that process, machine, and test setup can dominate the outcome enough to make simple category labels misleading. For ABS-like resin, the practical lesson is to treat published numbers as process-specific evidence, not as a universal ranking of all SLA, DLP, or MSLA parts. [10]
Conclusion: when ABS-like resin is the right choice
ABS-like resin is a sensible choice when standard resin is too brittle, but you still want the detail, finish, and workflow of vat photopolymerization. It should be treated as a vendor-defined performance category rather than a standardized grade, and the decision should be made from the data sheet, cure condition, and intended use case, not from the label alone. [1] A resin can become markedly stronger after post-curing, as shown by the Formlabs Tough 2000 example, but that does not remove the need to verify heat margin, impact behavior, and part geometry for the real application. [15]
FAQ
What is ABS-like resin, and is it actually ABS plastic?
ABS-like resin is a vendor label for a UV-curable photopolymer that aims to mimic some behaviors associated with ABS, such as improved toughness or reduced brittleness. It is not actual ABS thermoplastic, and it is not a standardized material grade under additive-manufacturing vocabulary standards. [1] [11]
Is ABS-like resin strong and durable for functional parts?
Sometimes, but only in a qualified sense. Strength can mean tensile strength, flexural strength, impact resistance, or heat resistance, and those metrics do not move together. A resin can post good tensile numbers and still disappoint in notched impact or under heat. [15] [18] [19]
What is ABS-like resin used for in SLA, MSLA/LCD, and DLP printing?
It is most commonly used for functional prototypes, enclosure checks, snap-fit trials, cosmetic prototypes, and other parts where standard resin feels too brittle. Some industrial stereolithography materials also extend into flow analysis, duct work, casting-related work, and clear engineering mockups. [20] [21]
Does ABS-like resin need post-curing to reach its rated properties?
Usually yes. Formlabs Tough 2000 Resin V2, for example, reports ultimate tensile strength rising from 26.1 MPa to 40.4 MPa after post-curing, while elongation at break drops from 149% to 79% under its stated ASTM D638-14 workflow. [15]
Why can two ABS-like resins have similar tensile strength but very different elongation and impact results?
Because they are not measuring the same failure mode, and because formulation and processing matter. Tensile strength, elongation at break, and impact resistance reflect different aspects of behavior, and cure state, orientation, specimen geometry, and test method can all shift the outcome. Research and vendor TDS data both show that these variables can be large enough to change the ranking between materials. [10] [15] [19]
How should I compare HDT values in ABS-like resin data sheets?
Always compare the load condition with the number. Under ISO 75-2, method A is 1.80 MPa, method B is 0.45 MPa, and method C is 8.00 MPa, so values from different loads are not peers. ASTM D648 and ISO 75 data are also test-condition numbers, not direct guarantees of service temperature. [5] [8] [9]
Why can ABS-like parts get more brittle or warp after curing, and how should I troubleshoot safely?
Post-curing can increase strength while reducing elongation, and any cure-induced shrinkage can reveal warp that was less obvious in the green state. Start by checking exposure settings, wash time, support strategy, and cure schedule. If a TDS looks inconsistent, such as Anycubic Pro 2 showing one impact value in the PDF TDS and a different one on the product page, flag the conflict instead of averaging the numbers. [15] [22] [23]
Sources
- ISO/ASTM 52900:2021 — Additive manufacturing — General principles — Fundamentals and vocabulary. Standard. https://www.iso.org/standard/74514.html
- ASTM D638-22 — Standard Test Method for Tensile Properties of Plastics. Standard. https://store.astm.org/standards/d638
- ASTM D790-25 — Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. Standard. https://store.astm.org/standards/d790
- ASTM D256-26 — Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics. Standard. https://store.astm.org/standards/d256
- ASTM D648-18 — Standard Test Method for Deflection Temperature of Plastics Under Flexural Load in the Edgewise Position. Standard. https://store.astm.org/standards/d648
- ISO 527-1:2019 — Plastics — Determination of tensile properties — Part 1: General principles. Standard. https://www.iso.org/standard/527-1
- ISO 178:2019 — Plastics — Determination of flexural properties. Standard. https://www.iso.org/standard/70513.html
- ISO 75-1:2020 — Plastics — Determination of temperature of deflection under load — Part 1: General test method. Standard. https://www.iso.org/standard/77576.html
- ISO 75-2:2013 — Plastics — Determination of temperature of deflection under load — Part 2: Plastics and ebonite. Standard. https://www.iso.org/standard/55653.html
- Golubović et al. (2023) — A Comprehensive Mechanical Examination of ABS and ABS-like Polymers Additively Manufactured by Material Extrusion and Vat Photopolymerization Processes. Scientific. https://www.mdpi.com/2073-4360/15/21/4197
- Encyclopaedia Britannica — Acrylonitrile-butadiene-styrene copolymer (ABS). Reference. https://www.britannica.com/science/acrylonitrile-butadiene-styrene-copolymer
- Taormina et al. (2018) — 3D printing processes for photocurable polymeric materials: technologies, materials, and future trends. Scientific review. https://journals.sagepub.com/doi/10.1177/2280800018764770
- Additive Manufacturing (2018) — On anisotropy, strain rate and size effects in vat photopolymerization based specimens. Scientific. https://www.sciencedirect.com/science/article/pii/S221486041730235X
- PAMA/RadTech (2023) — Proper Handling of UV Curable 3D Printing Resins. Official safety guidance. https://pama3d.org/wp-content/uploads/2023/05/3DPrinterSafetyPoster_2023_final.pdf
- Formlabs (2025) — Tough 2000 Resin V2 Technical Data Sheet. Manufacturer TDS. https://formlabs-media.formlabs.com/datasheets/251013-MS-TDS-Tough_2000_V2.pdf
- Formlabs — SLA vs. DLP vs. MSLA vs. LCD: Guide to Resin 3D Printers. Manufacturer documentation. https://formlabs.com/blog/sla-dlp-msla-lcd-resin-3d-printer-comparison/
- Formlabs — Open Material Mode. Manufacturer documentation. https://formlabs.com/store/materials/open-material-mode/
- 3D Systems (2020) — Accura ABS White (SL 7810) datasheet. Manufacturer datasheet. https://www.3dsystems.com/sites/default/files/2020-11/3d-systems-accura-abs-white-sl7810-datasheet-usa4-2020-10-13-a-print.pdf
- Stratasys (2025) — Neo 3D Printer Featured Materials Overview. Manufacturer documentation. https://www.stratasys.com/siteassets/materials/materials-catalog/stereolithography-materials/somos-material-comparision-1125a.pdf?v=4aea5d
- Stratasys — Somos WaterShed XC 11122. Manufacturer page. https://www.stratasys.com/uk/materials/materials-catalog/stereolithography-materials/somos-watershed-xc-11122/
- Anycubic — ABS-Like Resin 3.0 TDS. Manufacturer TDS. https://cdn.shopify.com/s/files/1/0245/5519/2380/files/ANYCUBIC-TDS-ABS-Like_Resin_3.0_815df629-d242-4968-9f14-0defcf102280.pdf?v=1758252957
- Anycubic — ABS-Like Resin Pro 2 TDS. Manufacturer TDS. https://cdn.shopify.com/s/files/1/0698/1235/5357/files/ANYCUBIC-TDS-ABS-Like_Resin_Pro_2.pdf?v=1757576606
- Anycubic — ABS-Like Resin Pro 2 product page. Manufacturer page. https://store.anycubic.com/products/abs-like-resin-pro-2