Summary
Carbon fiber nylon filament is a nylon-based material for material extrusion that trades some ductility for higher stiffness and better dimensional control. It suits users who want stronger, more stable printed parts rather than simply a tougher plastic. The article uses standards language where useful, but keeps FFF/FDM for familiarity. [1]
Its behavior is not universal. Drying, anisotropy, specimen conditioning, storage history, porosity, gripping, test speed, and test temperature can all change the reported result, so datasheet values should be read as method-specific rather than as one fixed truth for every CF nylon filament or every printed part. That is why two PA-CF spools can look similar on paper but behave differently on a printer, and why a number measured on an annealed test bar should not be treated as an automatic design value for an as-printed part. [2]
What Carbon Fiber Nylon Filament Is
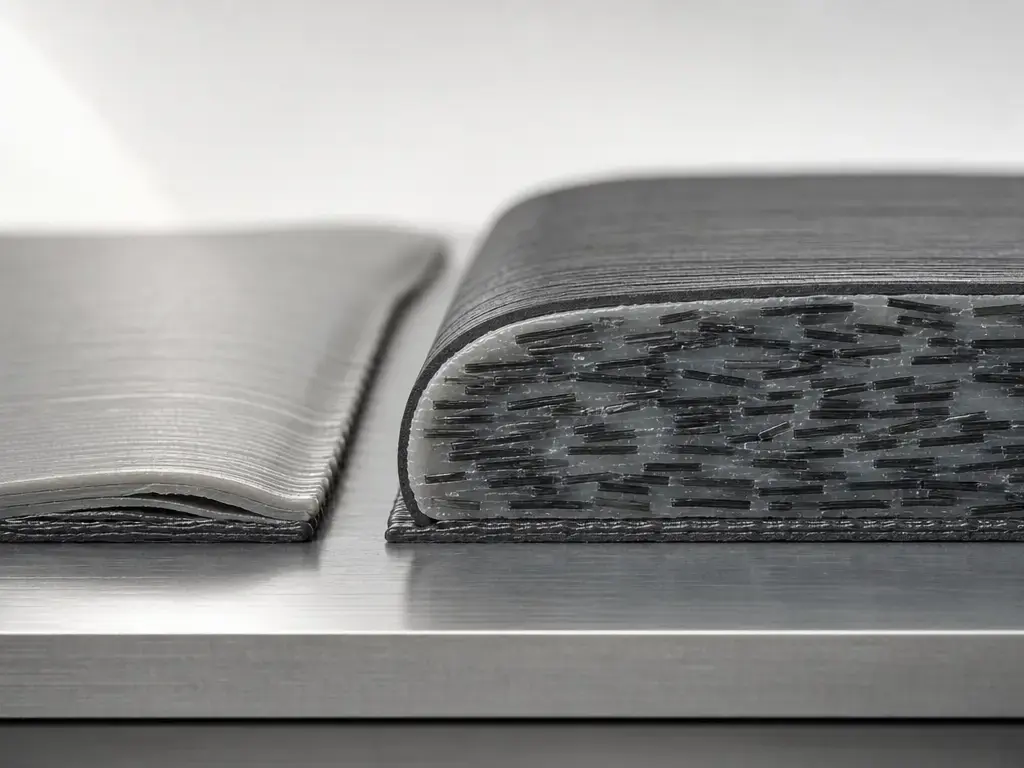
Carbon fiber nylon filament is a polyamide filament filled with chopped, short carbon fibers and used in material extrusion. In standards language, the umbrella process name is material extrusion, while shop-floor names such as FFF and FDM remain common shorthand. The fibers are dispersed through the nylon matrix, so the material behaves like a reinforced polymer rather than plain nylon. [1]
Nylon is not one interchangeable plastic family. PA6, PA11, PA12, and PA612-family filaments differ in moisture response, thermal behavior, and print window, and vendor labels such as PAHT and PPA still need the exact datasheet behind them to mean anything practical. In the source set used here, that spread is visible across Bambu PA6-CF, Prusament PA11 Carbon Fiber, Stratasys Nylon 12CF, the PA612-CF study, and Bambu’s PAHT-CF and PPA-CF product families. A PA6-CF spool, a PA11-CF spool, a PA12-CF industrial cartridge, and a PA612-CF study material may all fall under the broad “carbon-fiber nylon” label while still printing and testing quite differently. [17] [21] [22] [24] [26] [27]
This article is about chopped-fiber filament for material extrusion, not continuous-fiber systems, and not nylon composite powders used in other additive-manufacturing process families. Those boundaries matter because the feedstock form, consolidation mechanism, and datasheet conventions are different. [1] [25]
Terminology you must keep separate
- chopped/short fiber vs continuous fiber
- tensile strength vs modulus
- Tg vs HDT vs melting temperature
- dry filament vs conditioned specimens vs wet-conditioned parts
- XY / XZ / ZX / Z orientation language
Types of CF Nylon Filament (PA6-CF vs PA11-CF vs PA12-CF vs PA612-family vs “PAHT-CF” vs “PPA-CF”)
The base polyamide drives most of the print behavior and moisture response, so carbon fiber nylon filament is better treated as a family of related materials than as one generic resin. PA6-CF, PA11-CF, PA12-CF, and PA612-family products can all be carbon-fiber filled, but they do not share the same drying behavior, nozzle window, bed window, or enclosure needs. Fiber wt% is not a proxy for part strength across brands. Bambu’s PA6-CF sheet, Fiberon’s PA6-CF20 page and TDS, Prusament’s PA11 CF TDS, and Stratasys’ Nylon 12CF MDS all show that the useful starting point is the exact nylon base plus the exact vendor formulation, not the broad marketing category alone. [17] [18] [19] [21] [22]
PAHT-CF and PPA-CF labels need even more care because they do not, by themselves, describe the full chemistry or print recipe. In Bambu’s product pages, PAHT-CF is described as a long-chain polyamide family with carbon fiber, while PPA-CF is presented as a separate nylon family with a different drying and temperature window. That is enough to show why the abbreviation alone is not a complete technical description. One vendor may publish 80 °C for 8–12 hours drying and 260–290 °C nozzle temperatures for PA6-CF, another may specify 100 °C for 10 hours and say no heated chamber is needed for PA6-CF20, and a third may call for 285 ± 5 °C nozzle and 110 ± 10 °C bed for PA11 CF. Read the exact datasheet for the exact spool, and use the family name only as a starting hint. [17] [18] [19] [21] [26] [27]
Technical Principles — Why Carbon Fiber Changes Nylon
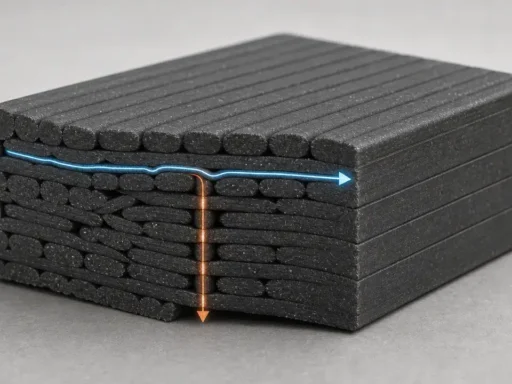
Carbon fiber changes nylon mainly by increasing stiffness and reducing shrinkage-related distortion during extrusion. The chopped fibers act as short rigid inclusions in the melt, and many align with the deposited road direction, so the printed bead resists deformation better than unfilled nylon. That is why these materials are often chosen when dimensional stability, flatter parts, and lower warpage matter more than glossy surface finish or high elongation. This matches the fiber-reinforced FFF literature, which describes discontinuous fibers as a way to enhance mechanical performance, reduce warpage, and improve dimensional stability during printing. [23]
That improvement comes with tradeoffs. Strength and stiffness are not the same thing, and chopped carbon fiber mainly pushes stiffness upward while leaving layer adhesion, impact behavior, and final part strength highly dependent on process conditions. The reinforcement also makes the filament more abrasive, and it does not remove the Z-direction weakness that appears when bonding between layers is the limiting factor. In practice, carbon fiber nylon can produce stiffer, more dimensionally stable parts than plain nylon, but the gain depends on matrix chemistry, drying state, build orientation, and print parameters. [19] [22] [23]
Moisture Management (Drying, Storage, and Specimen Conditioning)
Carbon fiber nylon filament has four moisture-related states that should not be mixed together: spool drying before printing, dry-box storage or printing, printed-part conditioning after printing, and test-specimen conditioning for published numbers. Dry filament is what you want entering the hot end. Conditioned specimens are what you want when you need repeatable lab numbers. Wet-conditioned specimens are what some datasheets use to show the penalty after water uptake. Those states are related, but they are not interchangeable. [13] [17] [19]
Bambu’s PA6-CF guidance gives a straightforward pre-print recipe: 80 °C for 8–12 hours, with printing and storage below 20% relative humidity. Fiberon’s PA6-CF20 guidance is 100 °C for 10 hours, also below 20% RH. Prusament’s cited product page and TDS in this source set do not publish a drying temperature/time recipe, so this article does not invent one. What that Prusament TDS does provide is moisture-absorption context: 0.20% in 24 hours and 0.50% in 7 days under 24 °C and 22% humidity. [17] [19] [20] [21]
Printed-specimen conditioning matters because datasheet values often reflect a prepared state, not the state of a part after sitting on a shelf. Bambu reports annealed and dried test specimens, including an 80 °C for 12 hours step before testing. Fiberon defines a wet status by annealing at 100 °C for 16 hours and then immersing specimens in water at 60 °C for 48 hours, with average moisture content of 5.30%. ASTM D618 also notes that substantial equilibrium under normal conditions can take 20 to 100 days or more for some plastics, which is why dry, conditioned, and wet should be treated as different states in both testing and print planning. [17] [19] [13]
Wet filament symptoms
A wet spool often shows rough or inconsistent extrusion, popping or hissing at the nozzle, stringing, surface defects, and weaker layer adhesion. If those symptoms appear, the first practical check is moisture: dry the spool and re-test before chasing temperature or retraction changes. [28]
How to Print Carbon Fiber Nylon Filament — Workflow + Manufacturer Starting Settings
All of the settings below are manufacturer starting points, not universal values. Carbon fiber nylon filament behaves differently across PA6, PA11, PA12, and PA-family blends, so the safe workflow is to start with the vendor’s window and then tune for the exact printer, part geometry, and drying state. Enclosure guidance is manufacturer-specific rather than universal. [16] [17] [18] [20] [21]
Hardware comes first. The cited PA-CF grades use nozzle temperatures from roughly 260 °C to 300 °C or higher, so the hot end has to be safely rated for that range; on many open-material desktop systems, that usually means an all-metal hot end or equivalent high-temperature assembly. Wear resistance comes next. Bambu recommends a hardened steel nozzle and says a stainless steel nozzle is not recommended for PA6-CF. Prusament likewise says a hardened steel nozzle is needed for PA11 Carbon Fiber and recommends an enclosure. Fiberon recommends a wear-resistant nozzle such as hardened steel or ruby for PA6-CF20, while also saying no heated chamber or enclosure is needed for that specific grade. Build surfaces and glue or separation layers should follow vendor guidance rather than a generic “nylon plate” assumption. [16] [17] [18] [19] [20] [21]
Calibration should stay conservative. Start by confirming the temperature window, then flow, then retraction, then the first layer, and only after that move to larger parts or support-heavy geometries. Keep speed modest until layer bonding is stable, because the goal is repeatable fusion and controlled shrinkage, not maximum throughput. If the material or print surface calls for glue or a separation layer, use the manufacturer’s recommendation instead of guessing. [17] [18] [20] [21]
Basic PA-CF workflow
- Dry the spool.
- Keep filament dry while printing.
- Install a wear-resistant nozzle.
- Start from manufacturer temperatures.
- Prepare a suitable build surface with a glue or separation layer if the manufacturer recommends it.
- Calibrate flow, retraction, and first layer before large parts.
- Verify layer bonding and warpage on a small test part before production.
Manufacturer starting settings (selected CF nylons).
| Material example | Drying / humidity | Nozzle & bed | Notes (ecosystem + enclosure) |
|---|---|---|---|
| Bambu PA6-CF | 80 °C for 8–12 h; below 20% RH storage target | 260–290 °C nozzle; 80–100 °C bed; 0.4, 0.6, and 0.8 mm nozzles; speed <100 mm/s; chamber 45–60 °C | Hardened steel nozzle recommended; stainless steel not recommended; enclosure shown in product context. [16] [17] |
| Fiberon PA6-CF20 | 100 °C for 10 h; RH below 20% | 280–300 °C nozzle; 40–50 °C bed | 20 wt% carbon fiber; wear-resistant nozzle recommended; no heated chamber or enclosure needed for this grade. [18] [19] |
| Prusament PA11 CF | No drying temp/time published in the cited page/TDS set; moisture absorption context: 0.20% in 24 h and 0.50% in 7 days at 24 °C, 22% humidity | 285 ± 5 °C nozzle; 110 ± 10 °C bed; speed up to 100 mm/s; fan 20% | Enclosure recommended; hardened steel nozzle needed; special PA Nylon sheet or separation-layer logic matters. [20] [21] |
| Stratasys Nylon 12CF | Closed-system industrial reference only | Closed-system industrial settings on Fortus/F900/F3300 platforms; not transfer-safe as desktop starting points | Use as an industrial ecosystem reference, not a generic desktop recipe. [22] |
Bed adhesion & warping failures
If the first layer is under-supported by the surface preparation, edges can lift, corners can curl, and narrow parts can detach during the print. If the first layer grips too aggressively, release can become difficult or damage the part. Carbon fiber can help dimensional stability, but it does not remove the need to manage thermal gradients, plate choice, and glue or separation-layer practice the way the vendor specifies. [16] [17] [20]
Delamination / weak Z
Weak Z strength usually traces back to insufficient fusion, excessive cooling, moisture in the filament, or printing conditions that never let adjacent roads bond well enough for the chosen orientation. That is why a small coupon is useful before a full build: it lets you check whether layer adhesion is acceptable in the same orientation your part will actually use. The anisotropy examples from Bambu, Stratasys, and the PA612-CF study all make the same point from different directions: load path matters as much as the material name. [17] [19] [22] [24]

Performance Metrics & Mechanical Properties
Strength numbers alone are incomplete for carbon fiber nylon filament. Tensile strength, tensile modulus, flexural strength, flexural modulus, impact resistance, heat deflection temperature, glass transition temperature, water absorption, and electrical resistivity each describe a different part of behavior, and each depends on the test method used. ISO 527-1 and ASTM D638 anchor tensile testing; ISO 178 and ASTM D790 cover flexural properties; ISO 179-1 and ASTM D256 cover impact; ISO 75-1 and ASTM D648 cover HDT; ISO 62 and ASTM D570 cover water absorption; ASTM D257 covers DC resistance and resistivity calculations; and ISO 11357-1 anchors DSC reporting for transitions such as Tg and melting. ASTM F3489 is the key warning label over all of this: reported MEX polymer properties depend on many variables and should not be treated as universal material constants for printed parts. [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [14] [15]
Orientation matters because printed parts are anisotropic. In Bambu’s PA6-CF example, XY tensile strength is 102 ± 7 MPa, while Z tensile strength is 48 ± 6 MPa. In Stratasys’ closed-system Nylon 12CF example, tensile strength at break is 83.5 MPa in XZ versus 32.7 MPa in ZX, with elastic modulus at 9.46 GPa in XZ versus 3.00 GPa in ZX. The PA612-CF study shows the same pattern in a different setup, with 100% XY UTS at 45 ± 1.9 MPa versus 56 ± 3.9 MPa in 100% XZ. The point is not that one row wins, but that build direction changes the meaning of the number. [17] [22] [24]
Moisture state can shift the picture as much as orientation. Fiberon’s PA6-CF20 TDS defines a wet status after water immersion at 60 °C for 48 hours following annealing, with average moisture content at 5.30%. In that report, dry XY tensile strength is 109.3 ± 2.4 MPa, but wet XY tensile strength drops to 54.7 ± 1.1 MPa. Wet Z tensile strength drops to 25.5 ± 1.2 MPa. Bambu’s PA6-CF example, by contrast, uses annealed and dried specimens before testing. This is why a mechanical value without state, orientation, and method is only half a statement. [19] [17] [13]
Do not use as universal material properties or engineering allowables; methods/conditioning differ.
Selected sourced values (NOT design allowables; NOT cross-comparable).
| Source/material | Condition + orientation + method | Value (with units) | Why it matters |
|---|---|---|---|
| Bambu PA6-CF | Annealed and dried at 80 °C for 12 h before testing; XY; ISO 527 tensile | 102 ± 7 MPa | Shows one vendor’s conditioned XY tensile result, not a universal PA-CF strength. [17] |
| Bambu PA6-CF | Annealed and dried at 80 °C for 12 h before testing; Z; ISO 527 tensile | 48 ± 6 MPa | Shows how much Z-direction tensile performance can fall relative to XY. [17] |
| Fiberon PA6-CF20 | Dry; XY; ISO 527 tensile | 109.3 ± 2.4 MPa | Dry-state numbers can look much stronger than wet-state numbers from the same material. [19] |
| Fiberon PA6-CF20 | Dry; Z; ISO 527 tensile | 54.0 ± 5.2 MPa | Orientation penalty remains even before wet conditioning. [19] |
| Fiberon PA6-CF20 | Wet status = annealed 100 °C for 16 h, then immersed in water at 60 °C for 48 h; XY; ISO 527 tensile | 54.7 ± 1.1 MPa | Moisture conditioning can cut tensile performance roughly in half. [19] |
| Fiberon PA6-CF20 | Wet status = annealed 100 °C for 16 h, then immersed in water at 60 °C for 48 h; Z; ISO 527 tensile | 25.5 ± 1.2 MPa | Wet plus Z orientation is a harsh combination for many parts. [19] |
| Prusament PA11 CF | Printed test specimen; horizontal; ISO 527-1 tensile yield; TDS printing setup disclosed | 42 ± 1 MPa | Even within one TDS, print direction changes the printed result. [21] |
| Prusament PA11 CF | Printed test specimen; vertical xz; ISO 527-1 tensile yield; TDS printing setup disclosed | 49 ± 2 MPa | Confirms that orientation labels must travel with the number. [21] |
| Stratasys Nylon 12CF | Closed-system industrial reference; F900 T20C, 0.25 mm layer height; XZ; ASTM D638 strength at break | 83.5 MPa | A clear industrial example of anisotropy in a controlled ecosystem. [22] |
| Stratasys Nylon 12CF | Closed-system industrial reference; F900 T20C, 0.25 mm layer height; ZX; ASTM D638 strength at break | 32.7 MPa | Same material family, very different result once the build direction changes. [22] |
| Machines 2020 PA612-CF | Study-specific nylon 612 with 20% carbon fibres; 100% infill; XY; ASTM D638 UTS | 45 ± 1.9 MPa | Desktop-scale literature example showing that published values depend on the exact setup. [24] |
| Machines 2020 PA612-CF | Study-specific nylon 612 with 20% carbon fibres; 100% infill; XZ; ASTM D638 UTS | 56 ± 3.9 MPa | Reinforces the orientation warning from a separate research setup. [24] |
Bambu’s PA6-CF also reports HDT of 186 °C at 0.45 MPa and 164 °C at 1.8 MPa, plus Tg of 68 °C, which shows why heat resistance has to be read with the load condition attached. Stratasys’ Nylon 12CF sheet gives Tg by ASTM D7426 and HDT by ASTM D648, which is another reminder that test method affects the number you quote. [17] [22]
For practical reading, the useful question is not only “how strong is carbon fiber nylon filament?” but “under what test, in what orientation, after what conditioning, and at what temperature?” That is the only way to turn a datasheet value into a meaningful comparison. [2]
Applications
Carbon fiber nylon filament is most useful in parts where stiffness, dimensional stability, and heat resistance matter more than maximum ductility or cosmetic finish. The broader fiber-reinforced FFF literature frames these materials as engineering polymers for performance-oriented use, not as a universal substitute for tougher, more compliant plastics. That makes them a good fit for fixtures, tooling, housings, and other parts where lower deflection and better geometric stability matter in service. [23]
Geometry testing still matters. A bracket that works in one orientation may behave differently once its load path, layer direction, and moisture state change, so the part should be evaluated in the shape and orientation it will actually see in service. [2]
- Jigs and fixtures
- Robotics end-effectors
- Cable guides and mounts
- Ducts and housings
- RC or drone parts
- Tooling prototypes
- Light-duty structural brackets
- Alignment aids and gauge bodies
Limitations, Failure Modes, and Safety
The main print-time risks are the usual ones for nylon composites: moisture, warping, poor bed release, and layer delamination. Nylon absorbs water, so a spool that seems fine on the shelf can still cause popping, rough extrusion, or weak interlayer bonding if it is not dried and kept sealed. Carbon fiber can reduce shrinkage-driven distortion, but it does not eliminate residual stress, especially on large flat parts or geometries with sharp thermal gradients. Bed adhesion and release are also a balancing act: too little grip gives curl and lift, while too much grip can make part removal difficult or damage the first layer. [13] [17] [19] [23] [28]
Nozzle wear is the other practical limitation. CF nylon is abrasive, so soft nozzles can erode faster than they would with unfilled nylon. Fiberon’s PA6-CF20 sheet gives an approximate brass-nozzle life of about 9 hours, but that is a product-specific claim for that material and setup, not a universal estimate for all PA-CF filaments. Harder nozzles last longer, and both Bambu and Prusament explicitly point users toward hardened hardware for their cited CF nylon products. [16] [19] [20]
Mechanical data also need caution at elevated temperature and over time. Creep, fatigue, impact resistance, and heat deflection depend on test method, orientation, and conditioning state, so a single tensile number does not describe long-term service behavior. Electrical behavior is equally product-specific: one Fiberon example reports surface resistivity as OL, >10^12 Ω by ANSI ESD S11.11, while a Stratasys Nylon 12CF sheet gives a volume resistivity of 2.84×10^7 Ω·cm by ASTM D257. That means carbon-filled nylon should not be assumed conductive or ESD-safe without the datasheet for the exact product. These materials are useful engineering thermoplastics, but they are not certified structural replacements by default. [14] [19] [22]
Research & Market Context
Chopped-carbon nylon filaments and continuous-carbon reinforced systems are not interchangeable categories. A 2019 Materials study found that a continuous-carbon reinforced nylon specimen reached 190 MPa yield stress and 17.7 GPa modulus, while the highest chopped-carbon-fiber specimen in that comparison reached 56 MPa yield stress and 3.15 GPa modulus. That gap is a boundary warning, not a promise about any specific spool. [25]
Published examples already span PA6, PA11, PA12, PA612, PAHT-labeled, and PPA-labeled products, which is another reason to treat carbon-fiber nylon as a family rather than a single material. The PA612-CF study in this source set used nylon 612 with 20% carbon fibres at 230 °C nozzle temperature, 40 °C bed temperature, and 0.20 mm layers, while vendor sources use different bases and different process windows. Datasheets beat generic rankings here because the exact product sheet is what tells you how to print, dry, and interpret the numbers. [17] [21] [22] [24] [26] [27]
Practical Selection Checklist
Use this checklist before treating any PA-CF filament as interchangeable with another. The most useful datasheets do not just name the polymer; they also state drying conditions, specimen state, and test setup, because reported properties change with method and processing history. That is the practical difference between a spool that looks similar on paper and one that behaves the same in a part. [2] [17] [19] [21]
- Confirm the matrix family first. PA6, PA11, PA12, and other nylon bases do not print or absorb moisture the same way, so start by identifying the exact family rather than only reading “carbon fiber nylon.” [17] [21] [22]
- Check whether the datasheet gives drying and humidity guidance. A useful sheet states both filament drying and storage conditions, and ideally distinguishes dry, conditioned, and wet-state values. Bambu’s and Fiberon’s documents are good examples. [17] [19]
- Verify hardware needs. Look for hardened-nozzle guidance, plus any stated nozzle size, chamber, or enclosure requirement, before assuming a standard setup will survive abrasion or heat. [16] [20] [21]
- Read the numbers by orientation, not as one strength figure. If the sheet reports tensile or flexural data, check whether the specimen direction matches your part’s load path, because orientation can dominate the result. [2] [22] [24]
- Look for conditioning state in the fine print. Dry, annealed, and wet-conditioned specimens are not equivalent, and the difference can be large enough to change strength, stiffness, and resistivity. [13] [17] [19]
- Check product-specific electrical claims separately. If conductivity, resistivity, or ESD behavior matters, verify the exact method and state of the sample instead of assuming all carbon-filled nylons behave the same. [14] [19] [22]
Conclusion: When Carbon Fiber Nylon Filament Makes Sense
Carbon fiber nylon filament makes sense when a part needs nylon’s toughness with extra stiffness and better dimensional control, but only if drying, abrasion-capable hardware, orientation, and conditioning state are treated as part of the process rather than as afterthoughts. The useful takeaway is not a single PA-CF strength number; it is that reported performance depends on how the material was printed, prepared, and tested. If you read the exact datasheet, keep the spool dry, use the right nozzle hardware, and design around the actual build direction, CF nylon can be a very effective engineering material. [2] [17] [19]
FAQ
The answers below stay product-specific and standards-aware. They focus on the settings, conditioning, and test-method context that change carbon fiber nylon filament behavior in real prints, rather than treating one datasheet as universal. [1] [2]
What is carbon fiber nylon filament?
Carbon fiber nylon filament is a nylon-based material with chopped carbon fiber mixed into the polymer. The fiber reinforcement tends to raise stiffness and improve dimensional stability compared with plain nylon, but the exact result depends on the nylon family, fiber loading, build orientation, and moisture state. It is not the same category as continuous-fiber reinforcement systems. [1] [23] [25]
How do you print carbon fiber nylon filament without warping or delamination?
Use a dry spool, a hot end that is actually rated for the manufacturer’s temperature window, a wear-resistant nozzle, and a build environment that matches the vendor guidance. In practice, that means following the exact nozzle and bed range for the product, keeping the filament dry during printing, using an enclosure when the material calls for one, and avoiding conditions that over-cool the part before layers fuse properly. Fiberon says no heated chamber or enclosure is needed for its PA6-CF20 grade, while Prusament recommends an enclosure for its PA11 CF material. [18] [19] [20] [21]
How do you dry carbon fiber nylon filament (and what’s the difference between drying filament vs conditioning parts)?
Drying filament means removing absorbed water before extrusion. Conditioning parts or test specimens means bringing printed material to a defined state before testing or service. Those are different operations, and confusing them makes property numbers hard to compare. Bambu specifies 80 °C for 8–12 hours and storage below 20% RH for PA6-CF. Fiberon specifies 100 °C for 10 hours for PA6-CF20 and defines its wet test state as specimens annealed at 100 °C for 16 hours and then immersed in water at 60 °C for 48 hours, reaching 5.30% average moisture content. In the cited Prusament page/TDS set, no official drying recipe is published, so it should not be guessed. [17] [19] [20] [21]
What carbon fiber nylon filament print temp and bed temp should I use?
Start with the manufacturer window for the exact spool you bought. Bambu lists 260–290 °C nozzle temperature and 80–100 °C bed temperature for PA6-CF. Fiberon lists 280–300 °C nozzle and 40–50 °C bed for PA6-CF20. Prusament’s PA11 Carbon Fiber TDS gives 285 ± 5 °C nozzle and 110 ± 10 °C bed. Those ranges are not interchangeable across brands because the nylon base, filler system, and published test setup differ. [17] [18] [19] [21]
How strong is carbon fiber nylon filament?
There is no universal strength number. Method, orientation, moisture state, and specimen preparation all change the result, which is exactly why ASTM F3489 warns against treating reported MEX polymer properties as simple constants. In the cited sources, Stratasys reports 83.5 MPa at break in XZ versus 32.7 MPa in ZX for its closed-system Nylon 12CF example, while Fiberon reports 109.3 ± 2.4 MPa in dry XY and 54.7 ± 1.1 MPa in wet XY for PA6-CF20 under its own definitions. The right question is always: strong under what method, in what direction, and in what state? [2] [19] [22] [24]
Do I need a hardened steel nozzle for CF nylon filament?
In practice, yes. Carbon-fiber-filled nylon is abrasive enough that wear-resistant nozzles are the safer default. Bambu recommends hardened steel for PA6-CF and says stainless steel is not recommended. Prusament says a hardened steel nozzle is needed for PA11 Carbon Fiber. Fiberon also recommends wear-resistant nozzles and gives an approximate brass-nozzle life of about 9 hours for PA6-CF20, but that figure is specific to that product and should not be generalized to every CF nylon. [16] [19] [20] [21]
Is carbon fiber nylon filament conductive or ESD-safe?
Not automatically. Electrical behavior is product-specific and depends on the exact formulation and test method. In the cited sources, Fiberon reports surface resistivity as OL, >10^12 Ω by ANSI ESD S11.11, while Stratasys reports volume resistivity of 2.84×10^7 Ω·cm by ASTM D257 for its Nylon 12CF example. Those are not the same measurement, and neither number should be generalized to all CF nylons. [14] [19] [22]
Sources
Sources 1–25 were accessed on June 21, 2026, as provided in the brief. Sources 26–28 were added during verification and accessed on June 22, 2026.
- ISO/ASTM 52900:2021 Additive manufacturing — General principles — Fundamentals and vocabulary
- ASTM F3489-23 Standard Guide for Additive Manufacturing of Polymers — Material Extrusion — Recommendation for Material Handling and Evaluation of Static Mechanical Properties
- ISO 527-1:2019 Plastics — Determination of tensile properties — Part 1: General principles
- ASTM D638 Standard Test Method for Tensile Properties of Plastics
- ISO 178:2019 Plastics — Determination of flexural properties
- ASTM D790 Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials
- ISO 179-1:2026 Plastics — Determination of Charpy impact properties — Part 1: Non-instrumented impact test
- ASTM D256 Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics
- ISO 75-1:2020 Plastics — Determination of temperature of deflection under load
- ASTM D648 Standard Test Method for Deflection Temperature of Plastics Under Flexural Load in the Edgewise Position
- ISO 62:2008 Plastics — Determination of water absorption
- ASTM D570 Standard Test Method for Water Absorption of Plastics
- ASTM D618-21 Standard Practice for Conditioning Plastics for Testing
- ASTM D257-14(2021)e1 Standard Test Methods for DC Resistance or Conductance of Insulating Materials
- ISO 11357-1:2023 Plastics — Differential scanning calorimetry (DSC) — Part 1: General principles
- Bambu Lab PA6-CF product page
- Bambu PA6-CF Technical Data Sheet V3.0
- Fiberon (Polymaker) PA6-CF20 product page
- Fiberon PA6-CF20 Technical Data Sheet V1.1
- Prusament PA11 Carbon Fiber product page
- Prusament PA11 Carbon Fiber TDS v1.0
- Stratasys FDM Nylon 12CF Material Data Sheet
- Review article on fiber-reinforced FFF and large-scale printing
- Calignano et al., Machines (2020) PA612-CF study
- Yasa and Ersoy, Materials (2019) chopped vs continuous fiber boundary
- Bambu Lab PAHT-CF product page
- Bambu Lab PPA-CF product page
- Polymaker Wiki — Wet Filament