Summary
Yes, silicone 3D printing is possible, but most real workflows use specialized extrusion of two-part silicone materials or vendor-specific resin systems rather than ordinary desktop filament printing. In this article, “true silicone” means a cured polysiloxane material, not just a soft plastic that feels similar. [3] [1]
That distinction matters because the market often mixes together three different things: true silicone, thermoplastic substitutes such as TPU or TPE, and flexible photopolymers marketed as “silicone-like.” It also matters for safety claims. A material datasheet, a cytotoxicity result, or a food-contact statement does not by itself make a finished printed part approved for medical or food-contact use, because biological evaluation is framed within risk management and FDA review is submission- and device-specific. [26] [28]
True silicone vs TPU/TPE vs “silicone-like” flexible resin
In this article, true silicone is defined by chemistry, not by feel. IUPAC defines a polysiloxane as a polymer with alternating oxygen and silicon atoms in the backbone, and “silicone” is the common name used for that class. That is the boundary used here: if the final cured network is a polysiloxane, it is true silicone; if it is simply a flexible organic polymer, it is not. [1]
TPU and many TPE grades can produce soft, bendable parts, but they are still thermoplastics processed by melting and resolidifying. Cured silicone elastomers are crosslinked networks, so their behavior under heat, solvents, long-term compression, and post-processing can differ substantially from filament-friendly elastomers even when both feel rubbery in the hand.
That is why “silicone resin 3D printing” needs careful qualification. In search behavior, the phrase often means any soft resin workflow. Technically, though, most vat-photopolymerization materials are not silicone. A resin should only be called silicone when the manufacturer substantiates silicone chemistry or when independent characterization supports that claim. If chemistry is not clearly disclosed, the safer label is vendor-described as silicone. Formlabs explicitly claims Silicone 40A is “100% silicone” and “pure silicone, without added monomer or acrylate,” while Stratasys describes P3 Silicone 25A as a pure silicone material with a silicon-oxygen backbone. Those remain vendor claims unless independently verified. [16] [19]
Documentation becomes more important when marketing language shifts toward healthcare or skin contact. ISO 10993-1:2025 frames biological evaluation within a risk management process, and FDA uses that framework in submission contexts rather than as a simple material badge. [26] [28]
How to evaluate a “true silicone” claim
- Look for an explicit chemistry statement such as polysiloxane, silicone, or silicon-oxygen backbone, not just “soft” or “silicone-like.” [1]
- Ask for both the TDS and SDS, because the material name alone rarely tells you enough about chemistry or processing.
- Ask for the full cure or post-cure workflow, because published properties may only apply after a specific wash and cure sequence. [15] [17] [18]
- Check the test methods behind the numbers, such as ASTM D412, D624, D2240, D395 or ISO 37, 34-1, 48-4, 815-1. [4] [5] [6] [7] [8] [9] [10] [11]
- If medical use is mentioned, ask which ISO 10993 parts were tested, which are pending, and whether the data apply to the raw material, the printed part, or a specific post-processed workflow. [26] [28]
- For resin workflows, ask how uncured residue is removed and how post-cure completion is verified, especially for enclosed features. [15] [17] [18]
- If chemistry is undisclosed or only indirectly described, label the material vendor-described as silicone rather than confirmed silicone.
- If food-contact use is claimed, ask what regulation or extraction basis the claim is tied to and whether it applies to the finished printed part. [25]
Brief background: why direct silicone AM exists
Conventional molding and casting remain strong options for silicone because they can produce repeatable elastomer parts once tooling and process validation are in place. The tradeoff is that tooling, setup, and iteration can be slow or costly when a design is still changing, when geometry is complex, or when only a small number of parts are needed.
That is the niche direct silicone additive manufacturing tries to fill: lower-volume production, faster iteration, and shapes that are awkward to tool early in development. For medical context, a 2018 review notes that silicone has been used in medical applications since its initial commercialization in 1946. A later commercial milestone for 3D printing came on November 18, 2016, when Dow Corning said it unveiled LC-3335 at formnext 2016, developed with German RepRap for a liquid additive manufacturing method. [33] [12]
Why silicone is hard to print
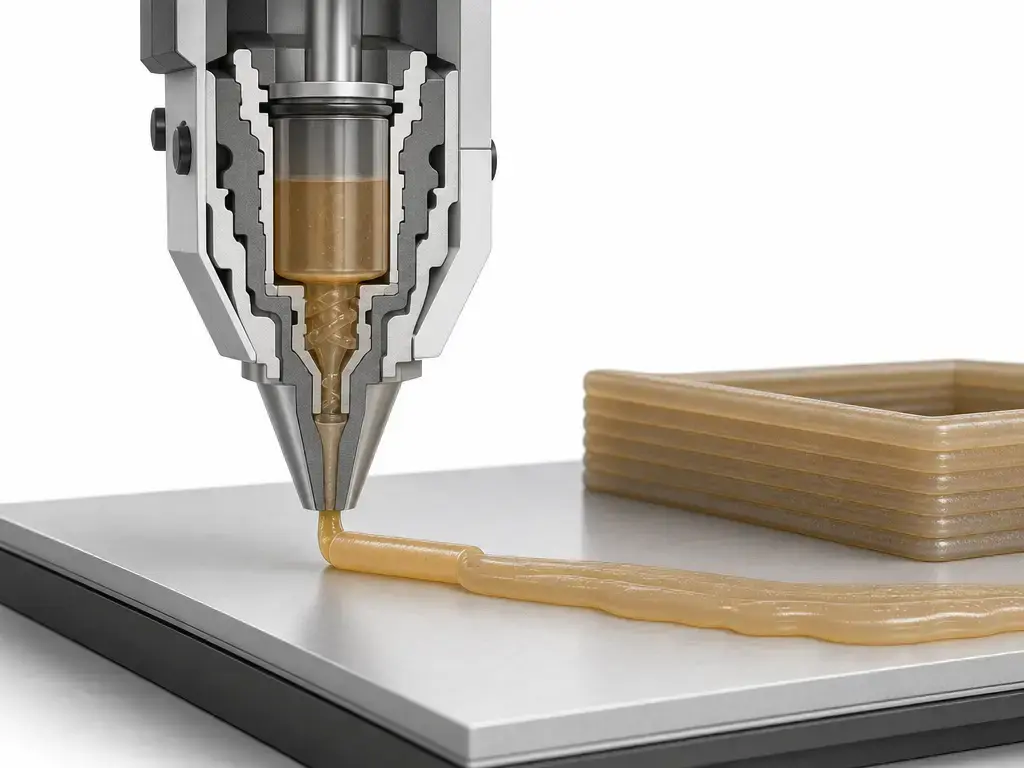
Direct ink writing and related silicone deposition methods sound simple because material comes out of a nozzle layer by layer, but the material physics are unforgiving. A 2022 review describes DIW as extrusion of an ink through a moving nozzle to build 3D geometry and notes that print quality depends on ink printability, printing parameters, curing conditions, and the printing environment. For PDMS and related silicones, the ink needs to flow under shear, recover enough body after deposition to hold its shape, and then cure without distorting the part. If viscosity is too low, the strand spreads or sags. If it is too high, extrusion becomes unstable. If cure is too slow, layers slump before they can support later ones. If cure is too fast, the printable time window collapses. The same review also notes that two-part systems change over time because the curing agent reacts with the precursor to form a 3D network, so printability is tied to rheology and cure kinetics, not just nozzle motion. [32]
Two-part RTV2 and LSR systems add another layer of difficulty because the printer is not only depositing material; it is also managing formulation timing. SILASTIC 3D 3335, for example, is documented as a two-part LSR with Part A and Part B viscosities of 158 Pa·s and 159 Pa·s at 10 s⁻¹, and its datasheet distinguishes as-printed results from post-cured results after 4 hours at 200 °C. That is a reminder that controlled metering, consistent mixing, and a known cure schedule are part of the material system, not optional extras. [13]
Key variables that control printability
- Ink rheology and viscosity recovery after extrusion determine whether a deposited bead stands up or slumps. [32]
- Deposition rate, print speed, and pressure interact, so changing one usually changes filament width and shape. [32]
- Nozzle size affects bead geometry, local pressure, and achievable feature scale. [32]
- Cure timing defines the printable window because two-part silicone viscosity changes as curing advances. [32]
- Mix ratio consistency matters for two-part systems, especially when material properties are reported for controlled printed and post-cured specimens. [13] [24]
- Substrate and thermal environment matter because some systems rely on thermal crosslinking or controlled support from the build surface. [14] [32]
- Support strategy matters because soft uncured or partially cured silicone is vulnerable to sagging and surface damage during support removal. [31]
- Residue removal matters in resin workflows because trapped uncured material can remain inside enclosed features even after the visible exterior looks finished. [15] [17] [18]
Process taxonomy and where silicone fits
The cleanest way to discuss silicone AM is to start with standards-level process families and then map vendor terms onto them. ISO/ASTM 52900:2021 is the vocabulary umbrella for additive manufacturing fundamentals and terminology. NIST SP 1176 provides plain-language process descriptions, including Material Extrusion, where material is pushed through a nozzle, and Vat Photopolymerization, where light selectively cures a liquid photopolymer in a vat. [2] [3]
Within that framework, DIW, syringe-based deposition, and liquid additive manufacturing belong under the material extrusion family used in this article. “Silicone resin printing” belongs under vat photopolymerization only when the vendor substantiates silicone chemistry. If the chemistry is not substantiated, the safer label is flexible photopolymer resin, not confirmed silicone. [3] [16] [19]
Main silicone 3D printing methods
In practice, readers will encounter four routes: direct extrusion of RTV2 or LSR, vat-photopolymerization workflows marketed as silicone resin, proprietary service-bureau silicone routes, and indirect printing through printed molds followed by conventional casting. The first two map cleanly to the standards-based process families above; the third is often a business model wrapped around one of those process families; the fourth is not direct silicone AM, but it remains a practical alternative when direct printing is too constrained. [3]
Table A. Method comparison. Not all flexible materials are silicone; see definition section.
| Method | Feedstock / cure | Strengths | Constraints |
|---|---|---|---|
| Direct extrusion of RTV2 or LSR | Two-part silicone is metered, mixed, deposited, then cured thermally or at room temperature depending on the system. [13] [24] | Uses true silicone feedstocks and can target elastomer behavior closer to conventional silicone workflows. [13] | Print stability depends strongly on rheology, cure timing, and hardware control. [32] |
| VPP silicone resin workflow | Light-cured resin workflow; only call it silicone when vendor documentation substantiates silicone chemistry. [3] [16] [19] | Can produce fine external detail and does not require two-part mixing at the printer. [15] [19] | Wash and post-cure are inseparable from final properties, and enclosed residue is a real risk. [15] [17] [18] |
| Proprietary silicone AM service | Vendor-supplied silicone grades with process details that may be partly proprietary. [21] [22] | Useful when silicone parts are needed without owning specialized hardware. | Process transparency, method disclosure, and direct comparability may be limited. [21] [22] |
| Printed mold plus casting | Indirect route: print a tool or mold, then cast a conventional silicone. | Useful when direct printing is overkill or when known casting materials are already validated. | Adds moldmaking steps and is not direct silicone printing. |
A common misconception is that ordinary FFF or FDM printers can print true silicone the way they print TPU. This article does not treat that as a current mainstream route, because the cited process families and vendor examples here point instead to specialized extrusion or specialized resin workflows. [3]
Vendor examples and comparability boundaries
Vendor examples are useful because they show what commercial systems actually report, but they are not apples-to-apples benchmarks. Specimen geometry, print orientation, cleaning chemistry, cure schedule, post-cure duration, and even whether values were measured as-printed or after post-cure can all move the numbers. Formlabs ties its Silicone 40A data to Type C bars printed at 100 μm, washed for 20 minutes, and post-cured at 60 °C for 30 minutes in water in the older TDS. Stratasys reports P3 Silicone 25A values after acetone cleaning and post-curing. Lynxter ties SIL-004 properties to named ISO methods and printed test conditions. Spectroplast’s healthcare page gives current tensile and elongation figures, but it does not disclose the test methods behind them. [15] [19] [24] [22]
That means side-by-side property tables should be read as examples, not rankings. Terms such as pure silicone, real additive silicone, molded-like, or medical-positioned are vendor descriptions unless independent evidence says otherwise. The most useful reading of datasheets is comparative within a vendor’s own workflow, not across different companies and process routes. [16] [19] [20] [31]
Source discrepancy: Formlabs Silicone 40A
The August 18, 2023 TDS ties published mechanical values to a 20-minute wash and a 30-minute post-cure at 60 °C in water, but Formlabs support documents updated on June 9, 2026 list a 20-minute wash with an 80/20 IPA and n-butyl acetate option and a full post-cure of 45 minutes at 60 °C. Treat the published TDS numbers as workflow-specific test results, and treat the June 9, 2026 support documents as the current process instructions. [15] [17] [18]
Source discrepancy: Spectroplast TrueSil A50
The current Spectroplast healthcare page lists TrueSil A50 at 6.1 MPa tensile strength and more than 280% elongation, while an older March 30, 2020 A50 TDS lists 4.9 N/mm² tensile strength and 350% elongation with stated methods on XY-plane die-cut specimens from printed and postprocessed films. Those values should not be merged or trended as if they came from one harmonized test route. The current materials page also presents ISO 10993-12 alongside “PASS” style biological entries even though ISO 10993-12 is a sample preparation and reference-material standard, not a toxicity endpoint. [22] [23] [21]
Workflow: how to print silicone in practice
Design decisions matter more for silicone than many newcomers expect. Soft parts are vulnerable to sagging during the build, support scars during cleanup, and distortion during washing or post-cure. Overhangs, thin free spans, blind cavities, and long enclosed channels are not just geometry questions; they are also cleaning and cure questions. If a resin workflow leaves trapped uncured material inside a cavity, the exterior finish can look acceptable while the internal state is not. If an extrusion workflow deposits a strand that cannot support the next layer, nominal CAD accuracy becomes irrelevant. Practical design steps usually include simplifying unsupported spans, orienting drainable features, providing access for flushing or residue escape where relevant, and planning where support-contact damage will be acceptable on the part. [15] [17] [18] [30] [31]

For extrusion workflows, the central concepts are mix ratio, printable window, and cure timing. Lynxter’s SIL-004 is documented as a two-part RTV2 silicone with a 1:5 A:B mixing ratio and a gel time of 37 minutes at 25 °C. SILASTIC 3D 3335 likewise ties its published behavior to printed conditions and distinguishes printed from post-cured results. In both cases, “material properties” are partly process properties. [24] [13]
For VPP silicone workflows, washing and post-curing are not cleanup details; they are part of the material definition. Formlabs’ older TDS used a 20-minute wash in 80% IPA and 20% butyl acetate and a 30-minute post-cure at 60 °C in water, while support documents updated June 9, 2026 keep the 20-minute wash but warn against washing with IPA alone except under a specific IPA sonication guide, and list a full post-cure of 45 minutes at 60 °C. That gap is exactly why post-processing has to be documented as carefully as printer settings. [15] [17] [18]
Workflow checks before printing
- Document the intended wash solvent and wash time before the build starts. [17]
- Document the intended post-cure temperature and post-cure time before the build starts. [18]
- For two-part extrusion, confirm the intended mix ratio and the expected working or gel-time window. [24]
- Decide in the CAD stage how overhangs, support contacts, and cleanup access will be handled.
- For resin parts with channels or cavities, plan how uncured material will escape or be flushed during finishing. [15] [17]
- If the part may contact the body, plan a device-level validation path rather than relying on a material headline. [26] [28]
- If the part may contact food, ask what finished-part cleaning and extraction basis supports the claim. [25]
Performance metrics: what matters and what is actually comparable
For elastomer parts, the most useful basic metrics are hardness, tensile strength, elongation at break, tear strength, and compression set. Shore A hardness is commonly measured with ASTM D2240 or ISO 48-4. Tensile and elongation commonly appear under ASTM D412 or ISO 37. Tear often appears under ASTM D624 or ISO 34-1. Compression set commonly appears under ASTM D395 or ISO 815-1. These standards matter because two numbers that look similar can still come from different specimen shapes, strain rates, or conditioning procedures. [4] [5] [6] [7] [8] [9] [10] [11]
Printed silicone values are especially hard to compare across routes. A 2024 study on silicones for additive manufacturing reported substantial route-dependent differences in chemical composition, material properties, and surface quality, and noted that post-treatment did not universally improve properties. The authors also described smooth surfaces for one route and grooved structures typical of material extrusion for another. That aligns with the vendor examples in this source set: Formlabs publishes values tied to one wash-and-cure sequence, Stratasys publishes post-processed values, SILASTIC 3D 3335 distinguishes printed and post-cured conditions, and Lynxter gives ISO-based values tied to printed specimens. [31] [15] [19] [13] [24]
Tg and service-temperature statements can be useful, but they are even less harmonized than tensile data. Formlabs reports a glass-transition temperature of -107 °C for Silicone 40A, while many other vendor pages in this source set do not disclose an equally comparable low-temperature metric on the same basis. [15]
Table B. Example properties from vendor datasheets and vendor pages, not harmonized.
| Material + process | Shore A | Tensile / elongation | Tear / compression set and method notes |
|---|---|---|---|
| SILASTIC 3D 3335, LAM extrusion | 44A as printed; 46A post-cured, ASTM D2240. [13] | 9.5 MPa and 480% as printed; 10 MPa and 410% post-cured, ASTM D412. [13] | 45 kN/m as printed; 40 kN/m post-cured, ASTM D624 B. Datasheet notes 0.4 mm printed parts and a 4 h at 200 °C post-cure for the post-cured condition. [13] |
| Formlabs Silicone 40A, VPP workflow | 40A, ASTM 2240. [15] | 5 MPa and 230%, ASTM D412-06 Type C. [15] | 12 kN/m, ASTM D624-00 Type C; 20% compression set, ASTM D395-03(B), 23 °C for 22 h; Tg -107 °C, ASTM D4065. [15] |
| Stratasys P3 Silicone 25A, VPP workflow | 25 to 30A, ASTM D2240. [19] | 5.4 ± 0.4 MPa and 672 ± 18%, ASTM D638. [19] | 16 ± 3 kN/m, ASTM D624; 6% compression set, ASTM D395-03(B), 23 °C for 22 h. Reported after acetone cleaning and post-curing. [19] |
| Lynxter SIL-004, RTV2 extrusion | 50 ± 3 ShA, ISO 48-4. [24] | 6.12 ± 0.5 MPa and 203 ± 20%, ISO 37. [24] | 8.19 ± 0.5 N/mm, ISO 34.1; 8.1 ± 0.5% compression set, ISO 815-1, 22 h at 175 °C. [24] |
| Spectroplast TrueSil web figures | A20 20A, A35 35A, A50 50A, A60 60A. [21] | A20 2.8 MPa and >400%; A35 4.2 MPa and >350%; A50 6.1 MPa and >280%. Methods not disclosed on the cited healthcare page. [22] | No current page-level tear or compression figures disclosed on the cited healthcare page. [22] |
Values are vendor-provided and measured under different conditions; do not rank materials from this table.
The pattern to take from the table is not which one wins, but which workflow reports what. Some vendors emphasize very high elongation, others lower compression set, and some publish more complete methods than others. The right comparison is between your application requirements and the exact workflow that generated the number. [13] [15] [19] [22] [24]
Accuracy, tolerances, and surface finish
Soft silicones complicate dimensional accuracy because the deposited or freshly cured material is still deformable while the part is being built or handled. Die swell can widen an extruded bead after it exits the nozzle. Viscoelastic recovery can change width and height after deposition. Cure timing can either stabilize a strand quickly or let it spread before it sets. A 2025 study on UV-follow curing for DIW silicone reported reductions in filament-width deviation of 22% to 81% and filament-length deviation of 1.4% to 1.8% compared with conventional DIW under that study’s conditions. [30]
Machine brochures should be read as machine-specification documents, not tolerance certificates for finished parts. For example, the innovatiQ LiQ 5 brochure lists a build chamber of 250 × 320 × 150 mm, active heating up to 80 °C, X/Y repeat accuracy of ±0.05 mm, and nozzle diameters of 0.2 mm and 0.40 mm. Those are useful hardware and process parameters, but they do not guarantee that a soft silicone part will hold ±0.05 mm over real geometry. [14]
Machine specs ≠ part tolerance
Repeatability, nozzle diameter, and chamber conditions describe the machine and process envelope. Finished-part tolerance still depends on silicone rheology, geometry, curing, support strategy, and post-processing. [14] [30]
Limitations and failure modes
The biggest failure modes are usually not dramatic machine crashes; they are quiet process mismatches. In extrusion workflows, strands can sag, merge, or distort before cure finishes. In resin workflows, surfaces can remain tacky if washing is incomplete or solvent handling is wrong, and enclosed volumes can trap uncured material that later bleeds out or compromises the part. Swelling in certain solvents can also be large enough to matter in use or during cleaning. Formlabs, for example, publishes solvent-compatibility data showing that weight gain varies strongly with liquid exposure, and its workflow documents make washing chemistry part of the process definition. Meanwhile, the 2024 route-dependent study shows that surface quality and post-treatment outcomes are not universal across silicone AM routes. [15] [17] [18] [31]
Small features, blind holes, enclosed channels, and thin walls are difficult not only because they are small, but because they are hard to clean, drain, and cure consistently. A geometry that is easy to draw in CAD can still be a poor candidate for silicone AM if it gives residue nowhere to go or if the feature deforms during finishing. [15] [17] [18]
For high volumes, very simple gasket geometries, or already validated manufacturing lines, molding or casting can still be the better route.
Applications: where silicone additive manufacturing fits
The best industrial fits are usually low-volume elastomer parts where geometry matters more than raw throughput. Seals, gaskets, dampers, soft grippers, fixtures, masking elements, and custom flexible interfaces fit that pattern because they benefit from silicone behavior and from geometry iteration without immediate hard tooling.
Healthcare-facing use is more nuanced. Anatomical models, skin-contact prototypes, wearable prototypes, and audiology-style geometries can all be reasonable targets for silicone AM exploration, but the part still has to be evaluated in its intended context. ISO 10993-1:2025 and FDA guidance both frame body-contact evaluation as a risk-based device question, not just a material marketing claim. [26] [28]
Research and advanced prototyping also remain important use cases, especially in soft robotics and lab development where unconventional geometry or fast iteration can outweigh the limits of current throughput and verification workflows. [32]
Medical grade silicone 3D printing and safety
Medical grade silicone 3d printing is not a device approval category by itself. In additive manufacturing, the phrase can at best point to a material position, a testing package, or a workflow that may be suitable for further evaluation. ISO 10993-1:2025 places biological evaluation within a risk management process, ISO 14971:2019 defines that broader medical-device risk framework, FDA’s ISO 10993-1 guidance is explicitly tied to device submissions such as 510(k), De Novo, IDE, and PMA contexts, and FDA’s AM guidance adds manufacturing-specific concerns for additively manufactured devices. That means a finished printed part has to be considered as a combination of material, geometry, residues, post-processing, intended contact, sterilization strategy, and manufacturing controls. [26] [27] [28] [29]
The vendor examples in this source set show why caution is needed. Formlabs’ 2023 Silicone 40A TDS says ISO 10993-5, ISO 10993-23, and ISO 10993-10 data were pending at that time. Stratasys’ 2026 P3 MED Silicone 25A datasheet is explicitly labeled Preliminary and states passed cytotoxicity under ISO 10993-5 while irritation and sensitization are pending. Spectroplast’s materials page lists PASS entries for ISO 10993-5 and ISO 10993-23 across multiple grades, but its table presentation should still be checked against the actual certificates, especially because ISO 10993-12 appears there in a way that reads like a biological pass endpoint. [15] [20] [21]
Endpoint pass ≠ approved device
FDA’s ISO 10993-1 guidance supports risk-based biological evaluation in device submissions; it does not turn an endpoint pass on a material page into a cleared or approved finished device. [28]
A final caution on documentation quality: Stratasys’ MED sheet is preliminary, and some online biocompatibility tables in this market use endpoint labels imprecisely. Read the certificate set, not just the marketing summary. [20] [21]
Food-contact and “food-safe” claims
Food-contact claims need the same discipline. In the U.S., 21 CFR §177.2600 is the section titled “Rubber articles intended for repeated use,” and it says such articles may be safely used with food subject to the provisions of that section. In other words, it is a regulation with conditions and extractive limits, not a generic “FDA approved” label for any part that happens to be made from silicone. [25]
Lynxter’s SIL-004 is a useful example of how these claims should be read. The datasheet describes it as a two-part “FDA compliant” silicone for food-contact applications and gives a 1:5 A:B mixing ratio, 37-minute gel time at 25 °C, and ISO-based mechanical data for printed conditions. That is helpful technical detail, but a buyer still needs the compliance basis, the formulation scope, and finished-part cleaning guidance before assuming a printed part is suitable for food contact. [24] [25]
What to ask a vendor for
- The exact regulatory or extraction basis behind the food-contact claim. [25]
- Whether the claim applies to the raw material, the printed part, or a specific validated post-processed workflow.
- The formulation scope, including whether colorants or additives change the claim.
- Cleaning and post-cure guidance for the finished part, especially if residues or wash solvents are involved. [24]
- Lot traceability and certificate availability for the material actually shipped.
Research and market context
Current research still focuses on the same bottlenecks practitioners see on the shop floor: rheology control, cure strategy, and dimensional stability. The 2022 DIW review emphasizes formulation and parameter control around viscosity and curing. The 2024 materials study shows route-dependent differences in composition, properties, and surface quality. The 2025 UV-follow-curing study shows that even within DIW, dimensional outcomes can shift substantially when cure is better synchronized with deposition. [32] [31] [30]
On the market side, the clearest picture comes from primary technical documents rather than headlines. Dow and innovatiQ document one industrial LAM route around SILASTIC 3D 3335 and the LiQ 5 platform. Formlabs documents a silicone resin workflow and makes explicit vendor chemistry claims for Silicone 40A. Stratasys documents P3 Silicone 25A and a preliminary medical-positioned variant. Spectroplast positions multiple TrueSil grades as a service offering, and Lynxter positions SIL-004 for food-contact applications. Together, those documents show a real but fragmented market, with multiple process routes and very different levels of disclosure. [13] [14] [15] [16] [19] [21] [24]
FAQ
How do you 3D print silicone?
Usually with specialized material-extrusion systems that meter and deposit two-part silicone, or with vendor-specific vat-photopolymerization workflows that substantiate silicone chemistry. It is not the same as loading a soft filament into an ordinary desktop printer. [3]
Can you 3D print liquid silicone rubber?
Yes, but liquid silicone rubber 3D printing needs controlled metering, mixing, deposition, and cure control. SILASTIC 3D 3335 and the innovatiQ LiQ 5 documents are good examples of that specialized route. [13] [14]
What is silicone resin for 3D printing?
It is a search-intent term, not a guarantee of chemistry. In practice, it often means a resin workflow marketed for silicone-like or silicone behavior. Only call it silicone when the vendor substantiates silicone chemistry, as Formlabs and Stratasys attempt to do in their documentation. [16] [19]
Is Formlabs Silicone 40A true silicone?
Formlabs states on its product page that Silicone 40A is “100% silicone” and “pure silicone, without added monomer or acrylate,” so it is vendor-described as silicone rather than just flexible resin. What can be verified directly from the TDS is the published property set and the older test workflow behind it. One important caveat is that the TDS used a 30-minute cure at 60 °C, while the current Form Cure support document updated June 9, 2026 lists a 45-minute full post-cure at 60 °C. [16] [15] [18]
Is 3D printed silicone safe for medical use?
Sometimes it may be suitable for further medical evaluation, but safety is not proven by a material name alone. ISO 10993-1 and FDA guidance both treat biocompatibility as a risk-based device evaluation question, and FDA’s AM guidance adds manufacturing and process-control considerations for printed devices. [26] [28] [29]
Expert: Which standards should I look for in silicone material datasheets?
For elastomer properties, look for tensile and elongation methods such as ASTM D412 or ISO 37, tear methods such as ASTM D624 or ISO 34-1, hardness methods such as ASTM D2240 or ISO 48-4, and compression-set methods such as ASTM D395 or ISO 815-1. [4] [5] [6] [7] [8] [9] [10] [11]
Expert: Why do dimensional accuracy claims vary so much for printed silicone?
Because silicone accuracy is highly route-dependent and process-dependent. The 2025 UV-follow-curing study showed large changes in deviation under different cure control, and the 2024 materials study showed that different AM routes can produce different surfaces and properties even when all parts are described as silicone. [30] [31]
Sources
- IUPAC Gold Book — “polysiloxane” definition — https://goldbook.iupac.org/terms/view/15300
- ISO/ASTM 52900:2021 — Additive manufacturing — General principles — Fundamentals and vocabulary — https://www.iso.org/standard/74514.html
- NIST SP 1176 — Additive Manufacturing Technology Potential for U.S. Manufacturing — https://nvlpubs.nist.gov/nistpubs/specialpublications/nist.sp.1176.pdf
- ASTM D412 — Standard Test Methods for Vulcanized Rubber and Thermoplastic Elastomers—Tension — https://store.astm.org/standards/d412
- ASTM D624 — Standard Test Method for Tear Strength of Conventional Vulcanized Rubber and Thermoplastic Elastomers — https://store.astm.org/standards/d624
- ASTM D2240 — Standard Test Method for Rubber Property—Durometer Hardness — https://store.astm.org/d2240-15r21.html
- ASTM D395 — Standard Test Methods for Rubber Property—Compression Set — https://store.astm.org/Standards/D395.htm
- ISO 37:2024 — Rubber, vulcanized or thermoplastic — Determination of tensile stress-strain properties — https://www.iso.org/standard/86892.html
- ISO 34-1:2022 — Rubber, vulcanized or thermoplastic — Determination of tear strength — Part 1: Trouser, angle and crescent test pieces — https://www.iso.org/standard/82445.html
- ISO 48-4:2018 — Rubber, vulcanized or thermoplastic — Determination of hardness — Part 4: Indentation hardness by durometer method (Shore hardness) — https://www.iso.org/standard/74969.html
- ISO 815-1:2019 — Rubber, vulcanized or thermoplastic — Determination of compression set — Part 1: At ambient or elevated temperatures — https://www.iso.org/standard/74943.html
- Dow Corning press information — LC-3335 unveiled at formnext 2016 — https://www.circuitnet.com/news/uploads/3/PR_-_LC-3335_for_3D_Printing_EN.pdf
- SILASTIC 3D 3335 LSR technical data sheet — https://www.germanreprap.com/innovatiq/CustomUpload/374O357O340O370O356O369O350O326O356O369O364O352O365O337O356O367O337O352O367O/Silicone_Dow_Corning_LC_3335_techn__Datenblatt_EN_1.pdf
- innovatiQ LiQ 5 brochure — https://www.germanreprap.com/innovatiq/CustomUpload/374O357O340O370O356O369O350O326O356O369O364O352O365O337O356O367O337O352O367O/Brochure_LiQ5_english.pdf
- Formlabs Silicone 40A technical data sheet — https://formlabs-media.formlabs.com/datasheets/2301817-TDS-ENUS-0.pdf
- Formlabs Silicone 40A product page — https://formlabs.com/store/materials/silicone-40a-resin/
- Formlabs Form Wash settings for Silicone 40A — https://s3.amazonaws.com/servicecloudassets.formlabs.com/media/Finishing/Washing/115001347744-Form%20Wash%20Time%20Settings/FormWashSettings.pdf
- Formlabs Form Cure settings for Silicone 40A — https://s3.amazonaws.com/servicecloudassets.formlabs.com/media/Finishing/Post-Curing/115001414464-Form%20Cure%20Time%20and%20Temperature%20Settings/FormCurePost-CureSettings.pdf
- Stratasys P3 Silicone 25A material data sheet — https://www.stratasys.com/siteassets/materials/materials-catalog/p3-materials/silicone-25a/mds_p3_silicone-25a_1025a.pdf?v=4a9054
- Stratasys P3 MED Silicone 25A material data sheet — https://www.stratasys.com/siteassets/materials/materials-catalog/p3-materials/med-silicone-25a/mds_p3_medsilicone25a_0426a.pdf?v=4969aa
- Spectroplast materials page — https://spectroplast.com/en/materials
- Spectroplast healthcare page — https://spectroplast.com/en/industries/healthcare
- Spectroplast TrueSil A50 older material data sheet — https://3dprinting.com/wp-content/uploads/Spectroplast_MDS-TrueSil-A50.pdf
- Lynxter SIL-004 technical data sheet — https://cdn.shopify.com/s/files/1/0765/4369/files/TDS_SIL-004_LYX_V1.pdf?v=1775566547
- 21 CFR 177.2600 — Rubber articles intended for repeated use — https://www.law.cornell.edu/cfr/text/21/177.2600
- ISO 10993-1:2025 — Biological evaluation of medical devices within a risk management process — https://www.iso.org/ru/standard/10993-1
- ISO 14971:2019 — Medical device risk management — https://www.iso.org/standard/72704.html
- FDA guidance — Use of International Standard ISO 10993-1 — https://www.fda.gov/regulatory-information/search-fda-guidance-documents/use-international-standard-iso-10993-1-biological-evaluation-medical-devices-part-1-evaluation-and
- FDA guidance — Technical Considerations for Additive Manufactured Medical Devices — https://www.fda.gov/regulatory-information/search-fda-guidance-documents/technical-considerations-additive-manufactured-medical-devices
- Polymers 2025 via PubMed — UV-follow curing improved DIW dimensional accuracy — https://pubmed.ncbi.nlm.nih.gov/40292643/
- Polymers 2024 — Route-dependent characterization of printed silicones — https://www.mdpi.com/2073-4360/16/17/2437
- Oxford Open Materials Science 2022 — Mini-review on 3D printing PDMS/silicones — https://academic.oup.com/ooms/article/2/1/itac008/6751798
- Additive Manufacturing 2018 review — silicone medical use since 1946 commercialization — https://www.sciencedirect.com/science/article/pii/S221486041830037X