Summary
MSLA vs DLP compares two ways to expose layers in resin vat photopolymerization: masked stereolithography, which in buyer language usually means an LCD-masked machine, and digital light processing, which uses a projector built around a digital micromirror device chip. In the standards hierarchy, ISO/ASTM 52900:2021 is the current vocabulary standard, and NIST notes that vat photopolymerization is the preferred nomenclature in that framework. [1] [2] [3]
For a practical resin 3D printer comparison, the acronym is only the starting point. Optical uniformity, projected-pixel behavior, build-area scaling, full-layer cycle time, wear parts, and resin-process validation matter more than whether the brochure says LCD or DLP. Pixel size is useful, but it does not equal printed detail; practical minimum features are often much larger than nominal pixel or spot size once light spread, resin behavior, peel forces, and calibration enter the picture. [2] [7]
Taxonomy and standards context
Where MSLA and DLP fit inside vat photopolymerization
The strict taxonomy starts above both labels. ISO/ASTM 52900:2021 is the current additive-manufacturing vocabulary standard, and NIST notes that vat photopolymerization is the preferred nomenclature in that standards context. That means MSLA and DLP are best treated as light-engine categories inside vat photopolymerization, not as separate top-level additive-manufacturing process families. [1] [2]
MSLA is a market and engineering label for masked exposure systems, usually implemented with an LCD mask in desktop machines. DLP is projector-based vat photopolymerization using DMD or micromirror hardware to form the exposure image. In buyer language, “LCD resin printer” usually means MSLA, but that shorthand is still not a separate standards family. [3] [4] [6]
How MSLA and DLP work inside vat photopolymerization
A brief history explains the split. NIST notes that the first commercially available vat photopolymerization printer used a laser source, while later systems adopted programmable masks, including LCD and DMD approaches. [2]
How MSLA uses an LCD mask
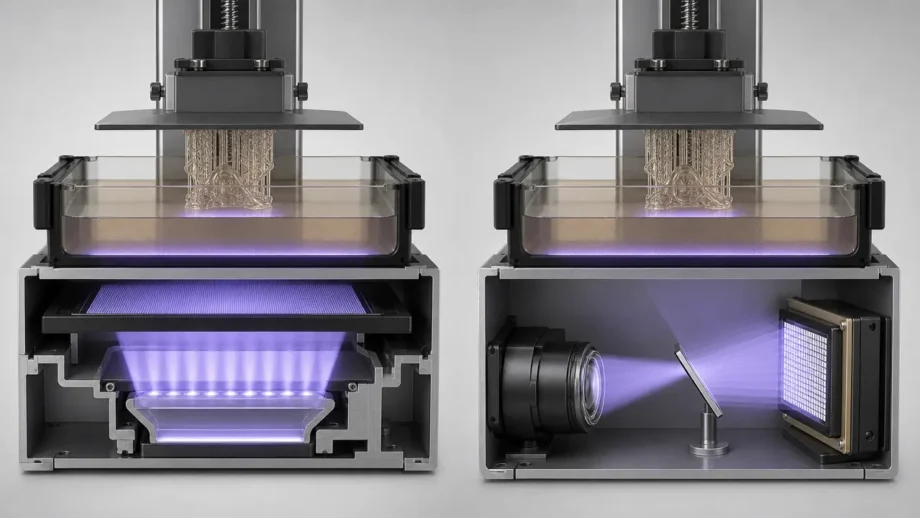
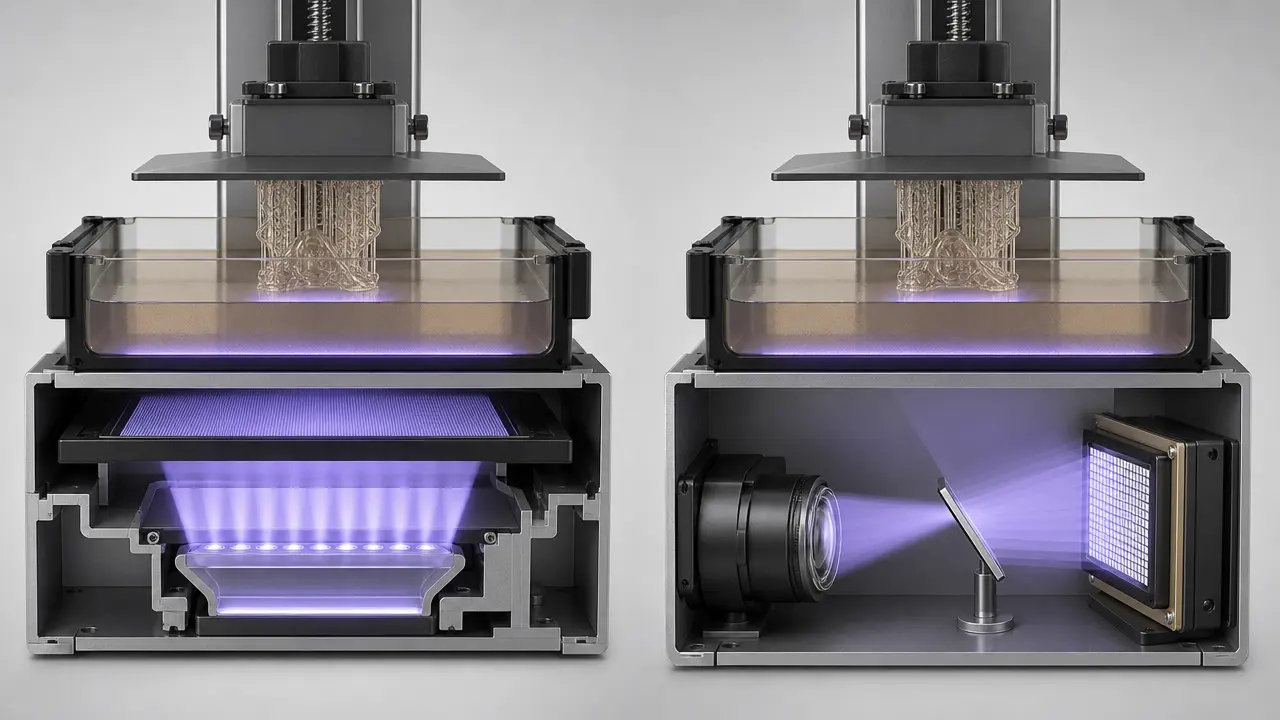
In an MSLA machine, the light source is typically a bank of near-UV LEDs behind an LCD panel. The LCD acts as a spatial mask: open pixels pass light toward the resin, while blocked pixels reduce exposure. In NIST’s representative LCD-based vat photopolymerization schematic, the LEDs are nominally 405 nm, spaced about 25 mm apart, the LCD pixel pitch is about 50 µm, and the optical path from LED to resin is on the order of 50 mm. Those numbers are not universal printer specs, but they show why illumination design, collimation, and uniformity matter as much as nominal screen resolution. [2]
How DLP uses a projector and DMD
A DLP resin printer forms the layer image differently. TI describes DLP technology as using a digital micromirror device to manipulate light, with each DMD containing millions of microscopic mirrors that tilt to direct light precisely. In TI’s industrial documentation, the DMD can act as a programmable photomask, directing light patterns to expose photosensitive materials. [3] [4]
Why both cure a full layer at once
Both MSLA and DLP cure a full layer image at once instead of tracing the layer point by point with a moving laser spot. That shared behavior matters, but it does not guarantee equal results. Light uniformity, edge shape, resin response, peel mechanics, thermal loading, and calibration still vary by machine design. [4] [6]
MSLA vs DLP: core technical differences
MSLA vs DLP is best compared as a light-engine choice inside the same resin process, not as a simple ranking. The examples below show implementations, not universal laws of MSLA or DLP. As current examples, Formlabs lists the Form 4 as MSLA with a 50 µm pixel size and a 20.0 × 12.5 × 21.0 cm build volume, while Elegoo lists the Mars 4 DLP with a 132.8 × 74.7 × 150 mm³ build volume and 0.05 mm XY resolution from a 2560 × 1440 projector. [8] [10]
Spec sheets can tell you a machine’s stated pixel pitch or XY resolution, build volume, layer-thickness range, and sometimes component-life claims. They cannot fully describe cured-edge shape, light spread, calibration quality, peel behavior, or how well the printer holds those results after wear. Formlabs’ educational guide notes that most desktop DLP printers have fixed XY resolution generally around 35 to 100 microns, and that resolution falls as build area grows when projector pixel count is fixed. Its pixel-size article separately warns that the projected image can be larger and more diffuse than the original pixel. [6] [7]
| Aspect | MSLA / LCD-masked | DLP / projector-based | Why it matters |
|---|---|---|---|
| standards position vs market label | A market label inside vat photopolymerization. [1] [2] | A light-engine label inside vat photopolymerization. [1] [2] | Neither is a separate top-level ISO/ASTM process family. [1] [2] |
| image formation | Backlight passes through an LCD mask. [2] | A projector forms the image with a DMD. [3] [4] | Different optics can produce different edge behavior and uniformity. [2] [6] |
| what “pixel” refers to | An LCD pixel in the masking stack. [2] | A projected pixel at the vat plane. [6] [10] | The same number on paper may not mean the same cured result. [7] |
| whole-layer exposure | Cures the layer image at once. [6] | Exposes the entire layer at once. [4] | Shared layer-at-once exposure does not settle speed or quality by itself. [4] [5] |
| typical scaling pressure as build area grows | Screen size is only part of the story; collimation and uniformity still matter. [2] [6] | Fixed projector pixels are spread over a larger field. [6] | Build-area growth can reduce projected XY sampling in DLP systems. [6] |
| optical uniformity / light-distribution risk | LED spacing, lensing, and LCD transmission can vary across the field. [2] | Projection optics can introduce field and focus variation. [6] | Both designs need optical management and calibration. [2] [6] |
| wear component usually discussed | Buyers often focus on LCD life and release-film wear. [9] | Buyers often focus on projector or light-engine life, plus release-film wear. [10] | Component-life comparisons are only meaningful when the component is named. [9] [10] |
| what the spec sheet can tell you | Pixel size, build volume, and layer range. [8] | Projector resolution, stated XY resolution, and build volume. [10] | Useful starting points for comparison. [8] [10] |
| what the spec sheet cannot tell you | Final cured boundary or practical feature fidelity. [2] [7] | Final cured boundary or practical feature fidelity. [2] [7] | Printed geometry depends on optics, resin, mechanics, and process settings together. [2] [5] |
The table describes tendencies, not guarantees. A well-calibrated MSLA printer can outperform a poor DLP implementation on a given part, and the reverse can also be true. Treat light-engine type as one variable among optics, resin, motion, slicing, and maintenance. [2] [5] [6]

Resolution, accuracy, and detail
For this resin 3D printer comparison, the terms below need to stay separate. [2] [6] [7] [9]
- Pixel pitch / projected pixel behavior: the nominal spacing of LCD pixels or the effective projected sampling at the resin plane, not the cured edge itself. [2] [7]
- XY resolution: the stated lateral sampling or addressable spacing in the build plane. [6] [10]
- PSF: point spread function, or how intended light spreads into neighboring resin. [7]
- Minimum feature size: the smallest wall, hole, pin, gap, or text element that prints and survives handling. [7]
- Dimensional accuracy: how closely a measured part matches the intended CAD dimension. [7]
- Repeatability / precision: how consistently the same process reproduces the same result. [7]
- Exposure time per layer: the light-on time used to cure one layer image. [9]
- Cycle time / job throughput: the full time to finish a layer or job, including separation and refill steps. [5] [9]
- Component lifetime: the service life of a named wear part such as an LCD, projector/light engine, or tank film. [9] [10]
Nominal pixel numbers are useful, but they do not directly rank printed-part quality. Current Formlabs specs list 50 µm pixels for Form 4 and 46 µm pixels for Form 4L, yet those numbers alone do not establish print accuracy. NIST found that spatial heterogeneity in an LCD-based light engine was significant enough to affect part fidelity, and Formlabs’ PSF discussion warns that the projected image in MSLA can be larger and more diffuse than the original pixel. [2] [7] [8]
Minimum feature size is not the same thing as dimensional accuracy. Formlabs notes that no printer produces single positive features equal to a single 20 µm, 30 µm, 50 µm, or 80 µm pixel or spot, and that practical minimum features are often much greater than 100 µm. A tiny raised pin, a narrow slot, and a 50 mm bracket dimension fail for different reasons, so they should not be discussed with the same metric language. Dimensions also depend on printer design, resin, orientation, support strategy, wash and post-cure method, and measurement setup. [7]
Specs that mislead buyers when read alone include quoted pixel size presented as guaranteed feature size, XY resolution compared without matching build area, and “accuracy” claims presented without the test artifact, resin, orientation, and metrology method. Those cautions are why NIST’s fidelity study and Formlabs’ PSF discussion are more useful than acronym-level marketing. For a generic technology-wide accuracy number across MSLA and DLP, no reliable figure found. [2] [7] [8] [10]
Speed and throughput
In resin printing, exposure time, cycle time, and total job throughput are different numbers. A DLP machine can expose an entire layer at once, and an MSLA machine can also cure a whole layer in one exposure, but the user still waits for separation from the vat film, lift or tilt motion, resin refill, and settling before the next image begins. The high-speed vat photopolymerization review says overall speed remains constrained by separation force and resin refilling time. [4] [5] [6]
A concrete MSLA example shows why conditions matter. Prusa lists the SL1S at 1.4–2.5 seconds of layer exposure depending on material and layer height, with 3 seconds of tilt time, while the older SL1 is listed at 6–8 seconds of layer exposure depending on material and layer height, with 5–8 seconds of tilt time. Those are timing figures for two specific machines under stated conditions, not a technology-wide verdict about all LCD-masked printers. The same caution applies to DLP: a vendor can quote a short light-on step or a high mm/h range, but that does not remove the rest of the cycle. [5] [9] [10]
Build area, scaling, and machine architecture
Build area changes the optics problem. In a DLP system, projector pixels are finite. If the same projector resolution is spread over a larger field, each projected pixel covers more area unless the optics or projector resolution also change. Formlabs summarizes this desktop DLP pressure by saying resolution diminishes as build volume grows when projector pixel count is fixed. That does not mean every small DLP printer is automatically more detailed than every large one, but it does mean that projector resolution, field size, and image quality have to be judged together. [6]
MSLA scaling has a different pressure point, but it is not solved by screen size alone. NIST’s representative LCD-based light engine shows why: LED spacing, pixel pitch, optical path length, and light divergence all affect the energy that actually reaches the resin. Current Formlabs examples show that larger format does not automatically mean larger pixels: the Form 4 is listed at 50 µm with a 20.0 × 12.5 × 21.0 cm, 5.25 liter build volume, while the Form 4L is listed at 46 µm with a 35.3 × 19.6 × 35.0 cm, 24.2 liter build volume. These are implementation examples, not proof that one technology universally scales better. [2] [8]
Durability, maintenance, and running cost
Durability comparisons only make sense when the component is named. In an LCD resin printer, the commonly cited lifetime number usually refers to the LCD itself, not the whole printer. In a DLP resin printer, buyers often focus on projector or light-engine life, but tank films, mechanics, filters, and resin-handling parts still contribute to downtime and cost. Comparing an LCD-life figure to a whole-printer expectation is a category mistake. [9] [10]
Prusa’s comparison is explicitly about LCD life: it lists the SL1 at 500 hours and the SL1S at 2000 hours, alongside faster exposure and tilt behavior on the newer machine. Elegoo’s Mars 4 DLP page makes a vendor-defined 20,000+ hour service-life claim for its DLP system, but the same page also mixes marketing claims and spec-table values. If power is part of the comparison, the page contains a 12 W marketing statement and an 18 W power requirement in the specification block, so the safer presentation is to note the conflict rather than choose one number silently. [9] [10]
Cost factors beyond purchase price
- Replacement LCDs, projector or light-engine assemblies, tank films, and build-surface consumables all affect real running cost. [9] [10]
- Resin waste from failed prints, supports, calibration parts, washing, and post-cure adds up quickly. [5]
- Downtime matters when a machine needs parts, re-leveling, or new exposure tuning after service. [5] [9]
- Warranty terms matter because wear parts are often handled differently from the base machine. [10]
- Firmware support, slicer profiles, and validated material settings can be as important as hardware when repeatability matters. [9] [10]
Where machine implementation changes the result
At this point, the useful question is no longer “MSLA or DLP?” but “How is this specific printer built, calibrated, and supported?” NIST found that light-engine heterogeneity can affect part fidelity in LCD-based vat photopolymerization, and the high-speed review shows that fast exposure alone does not remove separation and refill limits. A machine with better optics, calibration, and workflow support can therefore beat a nominally better acronym on the wrong job. [2] [5]
Machine-level factors should override acronym assumptions. Check optical design, uniformity compensation, resin-profile quality, release-film behavior, Z-axis stiffness, thermal control, and availability of service parts. Also read vendor pages critically: the current Mars 4 DLP page combines specification data with marketing claims and contains an internal power conflict, which is exactly why buyers should separate directly testable specifications from advertising language. [2] [5] [10]
Which one fits which use case?
Use-case fit depends on process behavior, not brand familiarity or price stereotypes. For miniatures, jewelry patterns, dental models, engineering prototypes, and short-run parts, the real questions are feature survivability, edge control, validated profiles, consistency, build-area fit, cycle overhead, and maintenance burden. [2] [5]
When MSLA usually makes more sense
MSLA usually makes more sense when build area, a mature mono-LCD workflow, or replacement-screen economics matter more than projector architecture. For miniatures, that can work well when many small parts are packed across the plate and the practical limit is feature survivability rather than the smallest advertised pixel. For engineering prototypes and some short-run parts, larger masked-light examples can be attractive because they offer more envelope without automatically forcing larger pixels. Current Formlabs examples illustrate the point: Form 4 is listed at 50 µm and Form 4L at 46 µm, despite the much larger Form 4L build volume. Prusa’s SL1S also shows how newer mono-LCD implementations improved exposure times and LCD life within one product family rather than because of the acronym alone. [8] [9]
When DLP usually makes more sense
DLP usually makes more sense when a projector-based system’s projected-pixel control, compact work envelope, or material workflow suits the application. Jewelry patterns are a common example because the job may prioritize edge control and small-feature consistency over filling a large plate. Dental-model workflows can also favor DLP systems when the printer, resin, and post-processing path have been validated together. NIST’s 2022 context is useful here: it describes LCD-based systems as generally used where wavelengths above 400 nm, irradiance below 10 mW/cm², and about 50 µm pixels were acceptable, while DMD systems tended to be used where wavelengths below 400 nm, irradiance above 10 mW/cm², and below 50 µm were needed. As a current desktop example, Elegoo lists the Mars 4 DLP at 132.8 × 74.7 × 150 mm³ with 0.05 mm XY resolution and a vendor-stated 30–70 mm/h speed range. [2] [10]
When the deciding factor is not the light engine
For dental models, engineering prototypes, and short-run parts, the deciding factor is often not the light engine at all but the quality of the validated workflow. A nominal 405 nm match does not guarantee identical exposure behavior, because irradiance distribution, spectral spread, optics, resin chemistry, and printer profiles still differ from machine to machine. If a part has to fit, measure correctly, cast cleanly, or repeat across batches, the better choice is the machine with the more trustworthy material settings, calibration routine, and maintenance path for that geometry. [2] [5]
Common misconceptions about MSLA vs DLP
Acronym-level myths persist because MSLA vs DLP is easy to reduce to “screen versus projector.” That shortcut breaks down once process physics enters the picture. NIST’s LCD light-engine study found enough spatial variation to affect part fidelity, and Formlabs’ PSF discussion shows why pixel size and cured feature size are not interchangeable. [2] [7]
Marketing shorthand and isolated spec numbers are a common source of confusion. The current Mars 4 DLP page, for example, mixes vendor-defined claims such as up to 95% light uniformity, up to 4 mW/cm² intensity, and ±0.05 mm dimensional accuracy with a spec block that separately lists 18 W power requirements while marketing copy says 12 W operating power. That does not make the printer unusable, but it does show why buyers should separate what is measured, what is claimed, and what is actually comparable. [10]
- DLP is always more detailed: false; detail depends on optics, resin behavior, calibration, and feature survivability, not projector use alone. [2] [7]
- MSLA is just cheaper DLP: false; MSLA is a different masking method, not a discounted version of projector-based exposure. [6]
- XY resolution equals accuracy: false; sampling pitch is not the same thing as measured dimensional conformity. [7]
- Screen type alone determines print quality: false; optics, mechanics, process settings, and post-cure matter too. [2] [5]
- 405 nm means identical resin behavior: false; wavelength match alone does not equal identical irradiance, optics, or resin response. [2] [5]
Bottom line: how to choose in an MSLA vs DLP comparison
MSLA vs DLP should end as a machine-versus-use-case decision, not an acronym contest. Start with the part: the smallest feature that must survive, the fit that must be met, the batch size, the acceptable maintenance interval, and whether the material workflow is actually validated. Then check the machine: optical uniformity, build area, cycle overhead, service parts, and how clearly the vendor separates tested specifications from marketing language. [2] [5] [10]
Current official pages show capable examples on both sides. Formlabs’ current resin-printer specs list MSLA implementations from Form 4 to the larger Form 4L, while Prusa’s SL1S data shows how much mono-LCD timing and LCD life improved versus an older RGB-LCD generation. Desktop DLP examples such as Elegoo’s Mars 4 DLP remain available, but vendor-defined claims still need careful reading. [8] [9] [10]
FAQ
What is the difference between MSLA and DLP?
Both sit inside vat photopolymerization, the standards-grounded process family for curing liquid photopolymer resin with light. In practical printer terms, MSLA uses a mask, usually an LCD, to pattern each layer, while DLP uses a projector built around a DMD to form the layer image. In this context, both expose full layers at once rather than tracing each layer with a moving laser spot. [1] [2] [3] [4]
Is an LCD resin printer the same as MSLA?
In buyer language, usually yes. Formlabs notes that MSLA is often used interchangeably with LCD 3D printing because most MSLA printers use LCD screens to mask the light. The stricter wording is that LCD masking is one implementation of MSLA inside vat photopolymerization, not a separate additive-manufacturing family. [2] [6]
Is MSLA faster than DLP?
Not as a general rule. Both can expose a full layer quickly, but total job throughput also includes separation from the tank film, lift or tilt motion, resin refill, and settling. That is why the high-speed vat photopolymerization review emphasizes separation force and resin refilling time, and why Prusa’s own MSLA timing data separates exposure time from tilt time instead of presenting one single speed number. [4] [5] [9]
Does DLP have better detail than an LCD resin printer?
Sometimes a specific DLP printer can outperform a specific LCD resin printer, but the acronym alone does not guarantee it. Detail depends on projected or masked light behavior, optical spread, resin response, calibration, anti-aliasing, and whether small features survive the print cycle. Formlabs’ PSF discussion is useful here because it explains why nominal pixels do not map directly to cured features. [2] [7] [10]
Does XY resolution equal print accuracy?
No. XY resolution describes lateral sampling in the build plane; it does not prove that a printed part will match its CAD dimensions. Accuracy depends on printer design, resin, orientation, support strategy, post-processing, shrinkage, and the way the part is measured. That is why “0.05 mm XY resolution” and “±0.05 mm accuracy” are not interchangeable statements. [7] [8] [10]
What does PSF mean for MSLA vs DLP comparisons?
PSF means point spread function: how intended light spreads before and during curing. In practice, it helps explain why a 50 µm or 80 µm light point does not become a perfectly matching cured feature. The more the light spreads or the more the resin overcures, the less useful nominal pixel size becomes as a stand-alone predictor of printed detail. [2] [7]
Does 405 nm mean the same resin settings work on MSLA and DLP?
No. Matching the nominal wavelength is only a starting point. NIST shows that irradiance, spectral behavior, optics, and printer design still differ, and the high-speed review shows that process mechanics also change how a resin behaves in practice. When changing printer, resin, or layer height, validated profiles are safer than assuming one 405 nm setup will transfer directly to another machine. [2] [5]
Sources
- ISO/ASTM 52900:2021 — Additive manufacturing — General principles — Fundamentals and vocabulary — standard, 2021.
- Characterizing light engine uniformity and its influence on liquid crystal display based vat photopolymerization printing — scientific/government preprint, 2022.
- DLP products | TI.com — official documentation, current page.
- Industrial digital micromirror devices (DMDs) | TI.com — official documentation, current page.
- A Review of Critical Issues in High-Speed Vat Photopolymerization — scientific review, 2023.
- SLA vs. DLP vs. MSLA vs. LCD: Guide to Resin 3D Printers | Formlabs — manufacturer educational page, current page.
- SLA 3D Printing – How Pixel Size Impacts Accuracy, Feature Size, Surface Finish | Formlabs — manufacturer educational page, current page.
- Compare Formlabs SLA 3D Printers’ Tech Specs | Formlabs — manufacturer official specs page, current page.
- Original Prusa SL1 vs. SL1S Speed | Prusa Knowledge Base — official documentation, current page.
- ELEGOO Mars 4 DLP Resin 3D Printer | ELEGOO US — manufacturer product page, current page.