Plant-Based Resin (Vat Photopolymer) — Summary + Key Takeaways
Plant-based resin is a vat photopolymer resin for SLA, DLP, MSLA, or LCD printing that includes some plant-derived or otherwise renewable feedstock, but it still cures by ultraviolet light into a crosslinked plastic. Vat photopolymerization forms structures by curing liquid photopolymer resin with ultraviolet light over staged process steps. [1] [2]
In practice, the label usually means part of the feedstock comes from plant-derived or other renewable carbon, not that the liquid is harmless, low-odor, or automatically biodegradable. Manufacturer SDS documents still list hazards such as skin irritation, skin sensitization, eye irritation, and aquatic hazards; for example, Anycubic’s Plant-Based Resin 2.0 SDS includes H315, H317, H319, and H412, with the signal word Warning. [6] “Eco” and “bio” claims also do not prove compostability, medical suitability, or sink-safe disposal.
- Plant-based ≠ non-toxic.
- Odor ≠ VOC.
- Bio-based ≠ biodegradable or compostable.
- Read the SDS and TDS before use.
- Do not dispose of liquid resin down the sink.
Quick Answers (Safer? Biodegradable? Works on my printer? Strong? Disposal?)
Most buyer questions about plant-based resin come down to five issues: safety, environmental claims, printer compatibility, part performance, and waste handling. The label alone does not settle any of them. You still need the SDS for hazards, the TDS for workflow and property context, and named standards or product-specific test results for any biodegradability or compostability claim. [5] [6] [10] [16] [19] [20]
Safer than regular resin? Not automatically. A plant-based resin can still be an irritant or sensitizer, and SDS documents may list skin, eye, and environmental hazards even when the marketing emphasizes bio content. [6] [8]
Biodegradable or compostable? Not by default. “Bio-based” and “plant-based” describe feedstock origin or carbon content, while compostability and biodegradation need separate methods and product-specific results. ISO 17088 does not cover household composting or litter biodegradability, and ASTM D6866 is not an environmental-impact test. [16] [19] [20]
Will it work on my LCD/MSLA printer? Often yes, if the resin is formulated for your printer’s wavelength and exposure window. Many desktop LCD/MSLA systems use 405 nm light, but compatibility still depends on the resin, machine, and profile. [3]
Is it as strong as “standard” resin? Sometimes, but the label guarantees nothing by itself. Mechanical behavior depends on the full formulation, exposure, washing, post-curing, and test method. [4] [5]
How do I dispose of waste resin or solvent? Do not pour liquid resin or contaminated wash liquid down the drain. EPA says improper household hazardous waste disposal can include pouring hazardous products down the drain, so local HHW or similar collection routes are the safer default. [10]
What “Plant-Based / Bio Resin / Eco Resin” Can Mean (and What It Doesn’t)
Marketing language around plant-based resin is loose enough to confuse even experienced buyers. One bottle may contain a renewable ingredient and still behave like a conventional photopolymer once exposed to light. Another may use “eco resin” mainly as positioning, with no product-specific proof behind the environmental implication.
Three different ideas often get blended together: a plant-derived ingredient, a declared bio-based content claim, and biobased carbon content measured by a defined method. ASTM D6866 measures biobased carbon content by radiocarbon analysis, and USDA BioPreferred uses ASTM D6866 to verify percent biobased content for its labeling program. That tells you something about renewable carbon, not whether the bottle is safer, biodegradable, or compostable. [19] [20] “Contains soybean oil” is therefore not the same as declaring a measured biobased percentage.
Biodegradable, compostable, and biocompatible are separate claims with separate evidence bars. ISO 17088 is a compostable plastics specification covering disintegration during composting, ultimate aerobic biodegradation, no adverse effects of compost on terrestrial organisms, and control of constituents, but it is not applicable to household composting and does not address litter biodegradability. Biocompatibility belongs to a medical-device evaluation framework under ISO 10993-1, not to ordinary hobby resin branding. [16] [21]
| Term | What it can mean | What it does not prove | What to look for |
|---|---|---|---|
| Plant-based | Contains one or more plant-derived or renewable-feedstock inputs | It does not prove low hazard, biodegradability, or medical suitability | Ingredient disclosure and product-specific TDS/SDS |
| Bio-based | Some of the carbon comes from renewable sources | It does not prove the whole resin is plant-only or low-impact | Declared basis of the claim, ideally tied to ASTM D6866 or similar. [19] [20] |
| Eco resin | Marketing shorthand for lower-impact positioning | It does not prove lower VOCs, lower hazard, or compostability | Named test data, not slogans |
| Biodegradable | A material breaks down biologically under defined conditions | It does not prove home composting, soil breakdown, or litter breakdown | Named method and product-specific results, such as ISO 14855-1 or ISO 17556 where relevant. [17] [18] |
| Compostable | It meets a composting standard under stated conditions | It does not prove household composting | Standard name, revision, and report; for industrial contexts, ISO 17088 or ASTM D6400. [16] [14] |
| Biocompatible | It has been evaluated in a medical-device framework | It does not make a hobby resin skin-safe or implant-safe | ISO 10993 context and product-specific documentation. [21] |
How Vat Photopolymer Resins Work (Where Plant-Derived Feedstocks Fit)
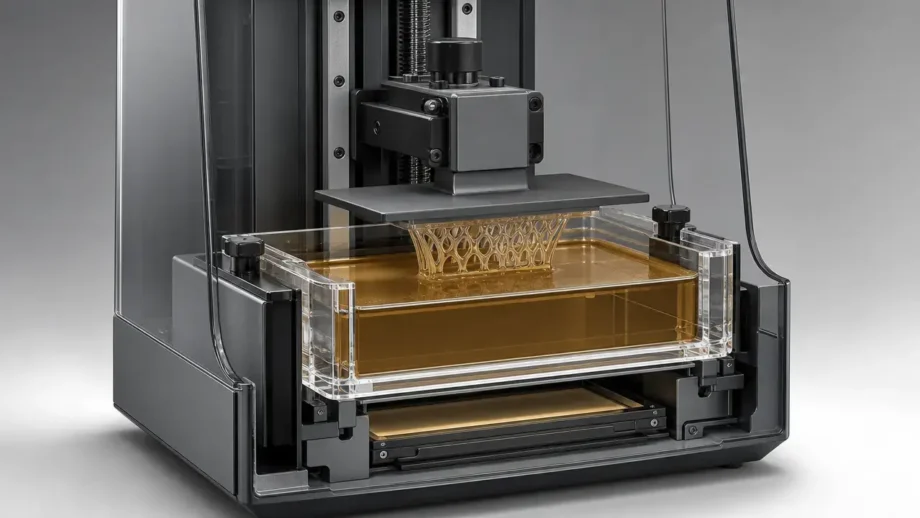
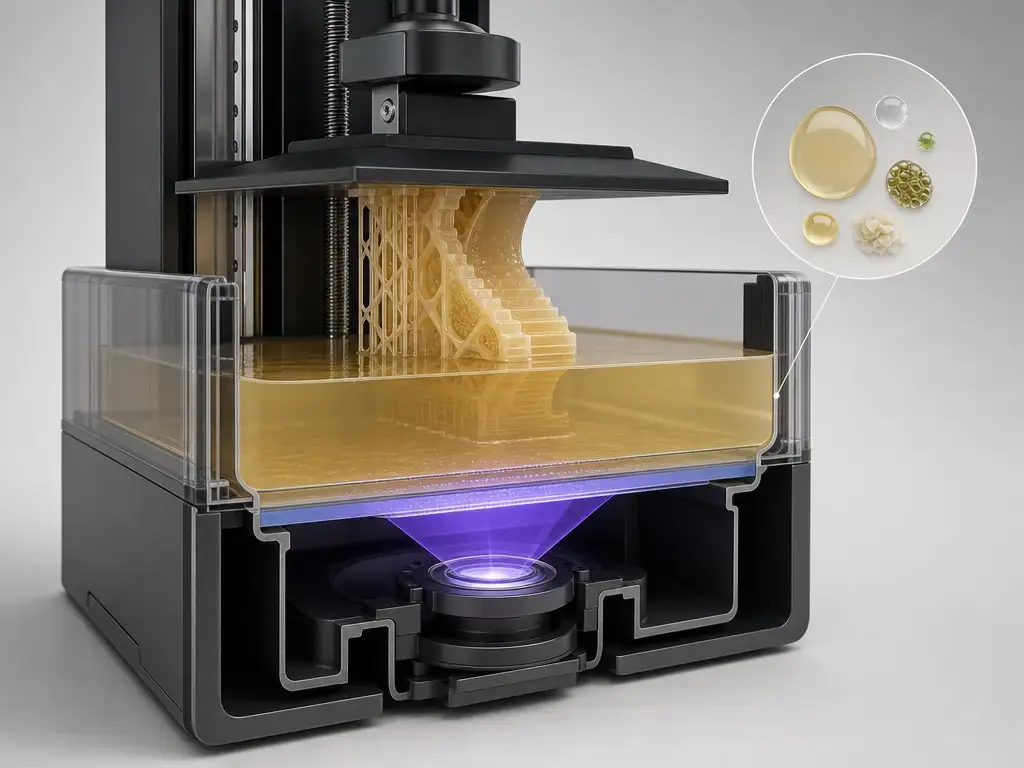
Vat photopolymerization starts with a liquid photopolymer resin in a vat. Light exposes selected regions layer by layer, the resin crosslinks, and the part gains shape through staged curing rather than melting or sintering. The light source initiates polymerization, while the formulation determines cure behavior and the properties the finished part can reach. [1] [2]
Plant-derived feedstocks fit into that formulation, not outside it. A bio-based SLA resin can still be a mixed system of oligomers, monomers, photoinitiators, pigments, stabilizers, and other additives. Anycubic’s Plant-Based Resin 2.0, for example, lists acrylate oligomers, soybean oil, reactive monomers, photoinitiators, and additives, but it does not disclose percentages, and that does not mean every plant-based resin uses the same recipe. [5] Print behavior and mechanical properties depend on the whole formulation, not on the presence of one renewable ingredient.
A plant-based 3D printing resin may still contain:
- Acrylate or methacrylate oligomers and monomers
- Reactive monomers
- Photoinitiators
- Pigments
- Stabilizers
- Fillers or other additives
That is why the TDS and SDS still matter: they show what the resin is intended to do, what broad ingredient categories are disclosed, and what hazards remain. [5] [6]
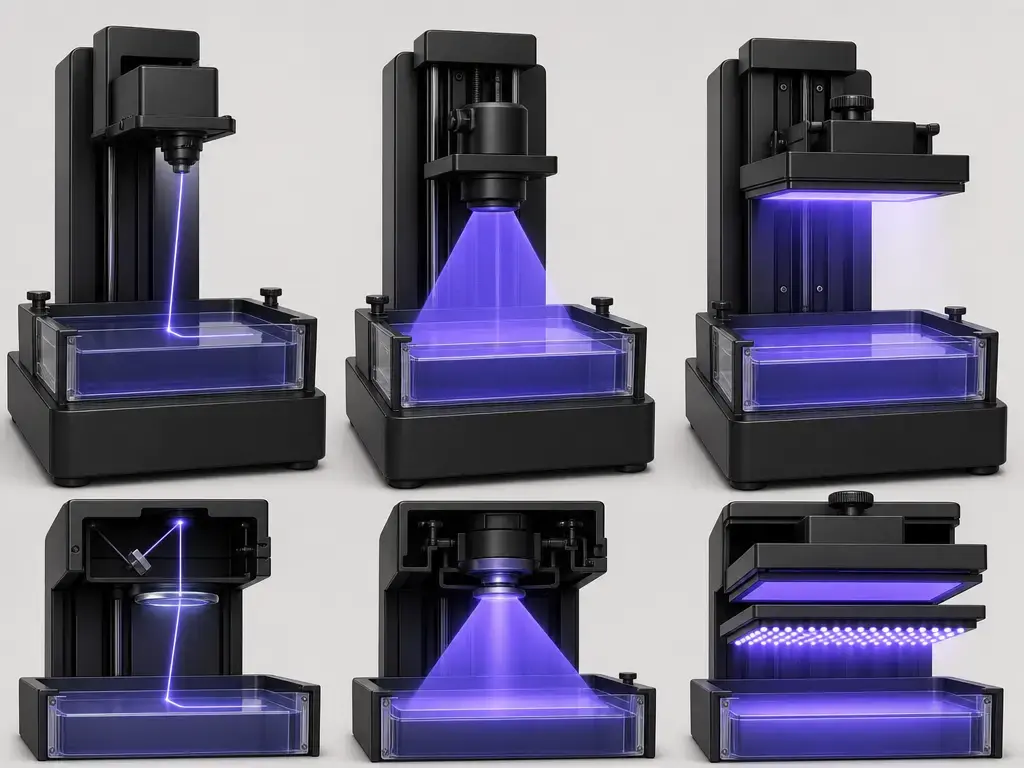
SLA vs DLP vs MSLA/LCD (Compatibility + Wavelength Basics)
SLA, DLP, and MSLA/LCD are all vat photopolymerization processes, but they deliver light differently. SLA scans a laser across the resin surface, DLP projects an entire image at once, and MSLA/LCD uses an LCD mask with a UV backlight. Because the resin has to respond to the printer’s light source and exposure profile, the process class and documentation matter more than the “eco” adjective on the bottle. [1] [3]
| Process | Light delivery | Common wavelength notes | What not to assume |
|---|---|---|---|
| SLA | Scanned laser | Wavelength depends on machine design | A resin tuned for LCD does not automatically behave the same on every laser system. |
| DLP | Projected image | Wavelength depends on projector and optics | Not all DLP resins are interchangeable across all machines. |
| MSLA/LCD | LCD mask plus UV backlight | 405 nm is typical on many desktop systems. [3] | 405 nm alone does not guarantee compatibility or equal cure depth. |
For many desktop LCD/MSLA printers, 405 nm is the wavelength commonly cited for curing liquid resin, which is why many products marketed as eco resin for LCD printers target that range. [3] But 405 nm is common, not universal. Layer height, exposure time, vat film, optics, and resin chemistry still determine whether a part cures properly, and Formlabs notes that many resin printers operate with standard layer heights between 25 and 200 microns. LCD-based resin printing also came after laser-powered SLA and DLP as display technology matured. The practical takeaway is simple: check the resin’s compatibility notes and profile support, not just the bottle label. [3]
Metrics Buyers Confuse: Resolution, Layer Height, Shrinkage, Accuracy, Repeatability
These terms are related, but they are not interchangeable. Resolution usually refers to how finely the printer can define detail in the XY plane, often limited by projected pixel size or laser spot behavior. Layer height is the Z-axis step between cured layers, and many resin printers operate in the 25 to 200 micron range. [3] Shrinkage is the material’s change during cure and post-cure. Dimensional accuracy is how close the printed part is to the intended CAD size. Repeatability is whether the same result can be reproduced across identical prints. Shrinkage is not a direct accuracy rating. Anycubic’s TDS lists volume shrinkage at 3.8 to 4.5%, but that is a formulation-specific property, not a universal accuracy number for plant-based resins. [5]
| Metric | What it is | What influences it | What it doesn’t prove |
|---|---|---|---|
| Layer height | Vertical thickness of each cured layer | Printer settings, exposure, resin cure behavior | It does not equal XY detail or finished accuracy |
| XY pixel or spot | Smallest addressable feature in the image or beam | LCD resolution, optics, laser spot size, light bleed | It does not guarantee sharp final edges |
| Cure or volume shrinkage | Change during polymerization and post-cure | Resin chemistry, exposure, temperature, post-curing | It is not an accuracy rating by itself |
| Dimensional accuracy | Closeness to target dimension | Shrinkage, support layout, orientation, calibration | It does not prove repeatability |
| Repeatability | Consistency across identical prints | Printer stability, resin mixing, environment, workflow | It does not prove CAD match |
In practice, optics, exposure, orientation, support strategy, and post-curing all interact with shrinkage and final dimensions. A part printed flat can distort differently from the same model printed at an angle, and post-curing can further change stiffness and final size after washing. That is why a plant-based resin has to be evaluated as a system: machine profile, print settings, and post-processing all matter. [4] [5]
The buyer takeaway is straightforward: do not use one number as a proxy for the rest. A resin with decent tensile strength can still be brittle, and a part that looks sharp can still miss a fit test.
How to Read a Resin TDS (What to Check Before You Buy)
A technical data sheet, or TDS, is where a resin maker summarizes performance targets and test conditions. It helps set expectations, but it is not a universal ranking tool. The numbers in a TDS depend on specimen geometry, exposure, washing, post-curing, and test method, so comparison only works when the workflow context is clear.
Start with the basic physical-property fields: curing wavelength, viscosity at a stated temperature, density, shrinkage definition, and shelf life. Anycubic’s Plant-Based Resin 2.0 TDS lists viscosity at 300–350 mPa·s at 25°C under ASTM D2196, density at 1.09–1.10 g/cm³ under ASTM D792, hardness at Shore D 81–83 under ASTM D2240, tensile strength at 35–40 MPa and elongation at break at 18–20% under ASTM D638, and volume shrinkage at 3.8–4.5%. [5] These fields are only meaningful when the temperature, method, and post-cure state are stated.
Mechanical properties need extra caution. ASTM D638 is the standard tensile method, ASTM D2240 is the durometer hardness method, and ASTM D256 is the Izod impact method. [11] [12] [13] You cannot rank resins by tensile number alone, because specimen prep, orientation, cure state, and test conditions all affect the result. Hardness does not equal toughness, and impact resistance does not track linearly with either. If a manufacturer’s impact or flexural numbers conflict across documents or appear implausible, treat them as unverified rather than as decision-grade data.
Before buying, check for:
- Curing wavelength
- Viscosity with temperature and method
- Density
- Tensile and elongation values with test standard
- Shrinkage definition
- Wash and cure conditions
- Shelf life
- Post-cure notes
- Any conflicting values between product page and TDS
How to Read a Resin SDS (What “Plant-Based” Doesn’t Override)
A Safety Data Sheet, or SDS, is the safety document for a chemical product. It tells you the main hazards, recommended handling, and emergency information, which matters more than a marketing label when screening a resin for home use. “Plant-based” can describe feedstock origin, but it does not remove the need to check irritation, sensitization, eye, and environmental hazard information before you open the bottle. [6] [8]
The key SDS terms are easy to oversimplify. Signal word is a hazard cue; Warning still means the product is hazardous. Skin irritation means contact can inflame skin. Skin sensitization means repeated exposure can trigger an allergic response. Eye irritation means splashes can injure the eyes. Aquatic hazard means improper release can harm water life. Low odor does not cancel any of that, and odor is not a substitute for measured VOC emissions or SDS classification. [6] [8] [23] [24]
Worked examples make that concrete. Anycubic’s Plant-Based Resin 2.0 SDS, issue date 2024-09-16, lists H315, H317, H319, and H412, with the signal word Warning. [6] Elegoo’s plant-based resin SDS revision is 2022-04-06 and the printed copy is dated 2022-04-13; its Section 2 hazard statements list H315, H317, H319, and H411, with the signal word Warning, and its transport section classifies the material as UN3082, Class 9, Packing Group III. [8] Those details show why “eco” wording cannot be treated as a safety clearance.
- Check the SDS, not just the product page.
- Treat skin sensitization seriously, even for “bio” resins. [6] [8]
- Do not assume low odor means low hazard. [23] [24]
- Keep disposal and waste handling separate from routine cleaning.
Printing Workflow (Exposure, Washing, Post-Curing) — What Changes Outcomes
A plant-based resin print starts with exposure settings, not washing. The right exposure time, lift behavior, and layer height determine whether a layer fully cures, overcures, or leaves weak interfaces. Anycubic’s TDS gives a viscosity example of 300–350 mPa·s at 25°C, which helps explain flow and refill behavior in the vat, but it is still only one part of the print profile. [5] If exposure is off, later washing and curing cannot fully recover the part.
Washing is mainly a contamination-removal step. It removes uncured resin from surfaces and cavities. A wash-and-cure station can make post-processing more repeatable, but it does not replace correct exposure or a stable printer profile. [4]
Post-curing is where part properties change further. Formlabs says post-curing uses 405 nm light and can improve strength, stiffness, surface hardness, toughness, temperature resistance, and creep resistance. It also gives a curing-system example with 14.5 mW/cm² irradiance and a maximum temperature of 100°C. [4] That is why washed-only and fully post-cured parts are not equivalent when you compare tensile strength, brittleness, or dimensional stability. TDS numbers depend on the workflow used to generate them, so a quoted property value is not universal across all print settings or cure conditions. [4] [5]
- Mix or shake the resin if the manufacturer recommends it.
- Check vat condition and film cleanliness.
- Confirm printer compatibility and exposure profile.
- Level the build platform.
- Load the resin and verify operating temperature.
- Start the print with the chosen exposure settings.
- Drain excess resin from the part.
- Wash the part to remove uncured surface resin.
- Dry the part before curing.
- Post-cure with the documented wavelength, time, and temperature range.
- Inspect dimensions and surface finish.
- Handle waste resin and contaminated wash liquid separately from finished parts.

Odor vs VOC Emissions (What Evidence Exists, What’s Missing)
Odor and VOCs are not the same thing. Odor is a human perception, while VOCs are measured chemical emissions. A resin can smell softer or sharper for many reasons, including formulation, temperature, and chamber conditions. That makes odor a poor shortcut for hazard or emissions. Independent evidence shows that vat photopolymerization can emit measurable vapor and particle loads. Stefaniak et al. reported TVOC yields ranging from 161 ± 47 to 1931 ± 234 μg/g printed in a controlled chamber study of desktop vat polymerization printers. [22]
The evidence base is still thin for consumer product comparisons. A later review noted that VOC research for resin printers remains limited and called for more emission-chamber studies, in part because methods vary across studies. [23] An ACS Chemical Health & Safety paper comparing standard and “Eco” resins identified six VOCs and quantified them across four phases of the printing process. It also reported that the Eco formulation studied was not VOC-free. [24]
That is enough to say two things clearly. First, eco resin is not the same as zero-emission resin. Second, no reliable product-specific cross-brand VOC ranking was found for consumer plant-based resins. In practice, ventilation is still worth planning for even if a bottle smells mild. [22] [23] [24]
Biodegradability, Compostability, and Environmental Claims — The Evidence Bar
For a plant-based resin, broad green language is not evidence. The label can indicate renewable feedstock, but it does not establish biodegradability, compostability, or lower environmental impact. The hard rule is simple: no biodegradability or compostability claim without a named method and product-specific results. ASTM D6866 can verify biobased carbon content, and USDA BioPreferred uses it for percent biobased content verification, but that is still not an environmental-impact metric. [19] [20]
The standards themselves draw narrow boundaries. ISO 17088 is a compostable plastics specification, but it is not applicable to household composting and does not address litter biodegradability. [16] ASTM D6400-23 concerns plastics designed to be aerobically composted in municipal or industrial facilities. [14] ASTM D5338 measures the degree and rate of aerobic biodegradation in a controlled composting lab environment at thermophilic temperatures. [15] ISO 14855-1 measures ultimate aerobic biodegradability under controlled composting using CO2 evolved and disintegration measurement, while ISO 17556 covers soil biodegradability using oxygen demand or CO2 evolved under adjusted humidity. [17] [18] These are different conditions, so a result in one test does not prove behavior in another.
Use this evidence checklist:
- Ask for the exact standard name and revision.
- Ask for the product-specific report, not just a marketing summary.
- Do not treat biobased carbon content as proof of biodegradation. [19] [20]
- Do not treat industrial compostability as household compostability. [16] [14]
- If a brand claims biodegradability but no product-specific report is available, the correct description is: manufacturer claims biodegradability; no product-specific test report found.
Brand Claims & Documentation Reality Check (Anycubic vs Elegoo vs Creality vs UniFormation)
Documentation quality varies widely. Anycubic publishes both a TDS and an SDS with enough structure to check viscosity, density, shrinkage, and hazard classes. [5] [6] Elegoo provides a product page plus an SDS, which lets a buyer compare marketing language against the actual hazard classification. Elegoo plant-based resin marketing claims include shrinkage “as low as” 3.72% and 405 nm compatibility, but those remain manufacturer claims unless matched to supporting documentation and workflow context. [7] [8]
Creality plant-based resin language is a good example of why claim hierarchy matters. Creality’s materials guide says its HALOT Plant-Based Resin is made from soybean oil extract and uses biodegradability language, but without a named test report in hand that should be treated only as a manufacturer claim. [9] The same document-first rule should apply to UniFormation or any other brand: look for a TDS, an SDS, and any actual test method behind claims about compatibility, shrinkage, odor, or environmental behavior. Where documentation is missing, the absence itself is informative.
Safety & Disposal (What You Can Say Reliably)
Plant-based resin still needs the same basic handling rules as other vat photopolymer resins: avoid skin contact, keep it out of the eyes, and work with ventilation. The SDS examples here show why. Anycubic lists H315, H317, H319, and H412, which means skin irritation, skin sensitization, eye irritation, and aquatic-hazard concerns remain relevant. [6] Elegoo lists H315, H317, H319, and H411, again showing irritation, sensitization, eye, and aquatic-hazard issues despite the plant-based branding. [8] For anyone asking whether plant-based resin is safer than regular resin, the reliable answer is that the label alone does not remove sensitization risk, and odor is not a safety test. [6] [8] [23]
Basic PPE means gloves, eye protection, and avoiding bare-skin handling of uncured resin. Ventilation means moving vapors and mist away from the breathing zone, especially when opening bottles, scraping parts, washing prints, or cleaning spills. If a product smells lighter, that still does not prove lower VOC emissions or lower hazard, because odor is subjective and VOCs require measurement. [23] [24] Treat contaminated wipes, supports, and wash liquid as chemically contaminated waste rather than as ordinary household waste.
For disposal, the boundary is clear: EPA says improper household hazardous waste disposal can include pouring hazardous products down the drain. [10] That means liquid resin and contaminated rinse liquid should go through local household hazardous waste or similar collection programs when available. Cured residues are a different case, but the narrow safe rule is to cure residues where locally permitted before final disposal. [10]
When Plant-Based Resin Makes Sense (Non-Promotional Conclusion)
A plant-based resin makes sense when you want a vat photopolymer that fits your printer, comes with usable documentation, and matches your tolerance for odor, washing, and handling discipline. The label is not a safety shortcut: plant-based branding does not override SDS hazards, and biobased carbon metrics do not prove environmental impact. [6] [19] If a brand provides a clear TDS, an SDS, and compatible cure information, you have something concrete to evaluate. If it does not, the green wording is just wording.
FAQ
What is plant-based 3D printing resin (for SLA/MSLA/LCD)?
It is a vat photopolymer resin for SLA, DLP, MSLA, or LCD printing that includes some plant-derived or renewable feedstock but still cures by ultraviolet light into a crosslinked plastic. Vat photopolymerization uses ultraviolet light to cure liquid photopolymer resin, and many desktop LCD/MSLA systems commonly use 405 nm light for that process. [2] [3]
Is plant-based resin safer than regular resin?
Not automatically. Anycubic’s SDS for its Plant-Based Resin 2.0 still lists H315, H317, H319, and H412, showing that skin irritation, skin sensitization, eye irritation, and aquatic-hazard concerns can remain. The reliable rule is to judge the specific SDS, not the “eco” wording on the bottle. [6]
Is plant-based resin biodegradable or compostable?
You should not assume that. ISO 17088 is not applicable to household composting, and ASTM D6866 measures biobased carbon content rather than biodegradability or environmental impact. A meaningful biodegradability or compostability claim needs a named method and product-specific results. [16] [19] [20]
Will plant-based resin work in my LCD/MSLA printer (405 nm)?
Often yes, but only if the resin is formulated for your machine’s wavelength and exposure window. Many desktop LCD/MSLA systems use 405 nm light, which is why that number appears so often on product pages, but it is still not a universal compatibility guarantee. You need the resin profile, printer support, and documented workflow. [3]
What SDS red flags matter most for resin printing (e.g., skin sensitization)?
The most important red flags are usually skin irritation, skin sensitization, eye irritation, and aquatic-hazard statements. Sensitization matters because repeated contact can trigger an allergic response over time. Signal word also matters: “Warning” does not mean safe; it means hazardous, just not in the most severe classification bucket. [6] [8]
Expert: How is “bio-based content” measured (ASTM D6866), and why isn’t it the same as “% plant-based by weight”?
ASTM D6866 measures biobased carbon content using radiocarbon analysis. USDA BioPreferred uses that method to verify percent biobased content for certification, but that does not make it the same as “percent plant-based by weight,” because the method is about renewable carbon basis, not simple mass fraction of every ingredient. It also does not address environmental impact. [19] [20]
Expert: How do washing and post-curing change mechanical properties and why do TDS numbers not transfer between workflows?
Washing removes uncured surface resin, but post-curing continues the chemistry. Formlabs notes that 405 nm post-curing can improve strength, stiffness, hardness, toughness, temperature resistance, and creep resistance, which means a washed-only part and a fully cured part are not equivalent. That is why TDS numbers only transfer when the exposure, wash, and post-cure workflow are comparable. [4] [5]
Sources
- ISO/ASTM 52900:2021 — Additive manufacturing fundamentals and vocabulary
- NIST — Vat photopolymerization
- Formlabs — SLA vs. DLP vs. MSLA vs. LCD: Guide to Resin 3D Printers
- Formlabs — Wash and Cure
- Anycubic — Plant-Based Resin 2.0 TDS
- Anycubic — Plant-Based Resin 2.0 SDS
- Elegoo — Plant-Based Resin 10 kg product page
- Elegoo — Plant-Based Photopolymer Resin SDS/MSDS Report 2022
- Creality VIP — The Buying Guide for Creality 3D Printing Materials
- US EPA — Household Hazardous Waste (HHW)
- ASTM D638-22 — Tensile properties of plastics
- ASTM D2240-15(2021) — Durometer hardness
- ASTM D256-24 — Izod impact resistance
- ASTM D6400-23 — Labeling plastics designed to be aerobically composted in municipal or industrial facilities
- ASTM D5338-15R21 — Aerobic biodegradation under controlled composting
- ISO 17088:2021 — Plastics — Organic recycling — Specifications for compostable plastics
- ISO 14855-1:2012 — Determination of the ultimate aerobic biodegradability of plastic materials under controlled composting conditions — Method by analysis of evolved carbon dioxide — Part 1
- ISO 17556:2019 — Plastics — Determination of the ultimate aerobic biodegradability of plastic materials in soil by measuring the oxygen demand in a respirometer or the amount of carbon dioxide evolved
- ASTM D6866-24 — Standard Test Methods for Determining the Biobased Content of Solid, Liquid, and Gaseous Samples Using Radiocarbon Analysis
- USDA BioPreferred — Certification Criteria
- ISO 10993-1:2025 — Biological evaluation of medical devices — Part 1: Requirements and general principles for the evaluation of biological safety within a risk management process
- Stefaniak et al. (2019) — Particle and vapor emissions from vat polymerization desktop-scale 3-dimensional printers
- Baguley et al. — Review of volatile organic compound (VOC) emissions from desktop 3D printers and associated health implications
- ACS Chemical Health & Safety — Volatile Organic Chemical Emissions from Standard and “Eco” Resins for Vat Photopolymerization Additive Manufacturing (“3D”) Printers and Potential Mitigation Strategies