Summary (Direct Answer)
Hybrid 3D + CNC printers are systems that combine additive manufacturing (AM) and subtractive machining in one platform, spanning desktop “multi-tool printers” that use toolhead swapping and industrial hybrid machine tools that integrate deposition and milling. AM is defined as the “process of joining materials to make parts from 3D model data, usually layer upon layer.”. [1] In hybrid manufacturing, additive and subtractive manufacturing strategies are combined to achieve near-net-shape + finish machining within a coordinated workflow. [2]
Definitions and Scope (Hybrid Printer vs Hybrid Manufacturing)
Additive manufacturing (AM) is standardized as the “process of joining materials to make parts from 3D model data, usually layer upon layer.”. [1] In contrast, subtractive manufacturing in this context typically refers to computer numerical control (CNC) machining operations (e.g., milling and drilling) that remove material to achieve geometry, tolerances, and surface finish. A “hybrid printer” is an umbrella term used in the market for equipment that can perform both AM and CNC tasks, but the term covers materially different implementations: (1) sequential, toolhead-based desktop multi-tool devices, and (2) integrated industrial platforms designed around a single setup / single clamping concept for deposition and finish machining.
Hybrid manufacturing is described by the U.S. National Institute of Standards and Technology (NIST) as a manufacturing approach that “combines additive and subtractive manufacturing strategies.”. [2] Some trade definitions narrow the term further to a single-machine requirement, describing hybrid manufacturing as “combining additive manufacturing and subtractive manufacturing in a single machine system.”. [16] In practice, the scope also includes “hybrid workflows” that may span multiple machines (e.g., printing on one system and machining on another), but such workflows do not necessarily meet the stricter “single machine system” interpretation; the distinction matters for achievable alignment, fixturing repeatability, and whether finishing occurs without re-datuming a part.
Historical Background (Milestones and Commercialization)
Manufacturers of early industrial hybrid concepts have positioned commercialization timelines as a differentiator; for example, the LUMEX series is presented by its manufacturer as a “Hybrid Metal 3D Printer” commercialized “Since 2002.”. [13] By the mid-2010s, industrial multitasking machine builders and trade press increasingly described integrated additive–subtractive offerings, such as coverage of the Mazak INTEGREX i-400 AM integrating additive and subtractive machining in a single platform (published 2015-10-04). [14] Late-2010s machine tool portfolios also emphasized dedicated hybrid product lines, including DMG MORI’s additive manufacturing portfolio descriptions (published 2018) that reference the LASERTEC 65 3D hybrid series and its intended part capacity. [11]
System Architectures (Two Main Classes)
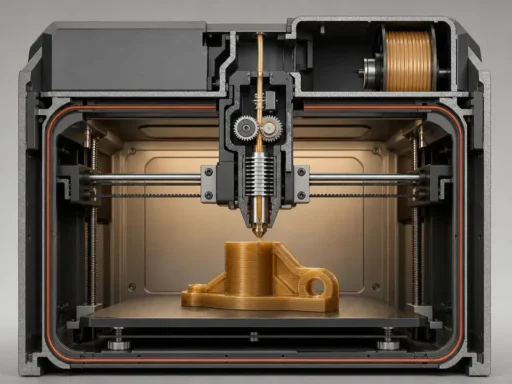
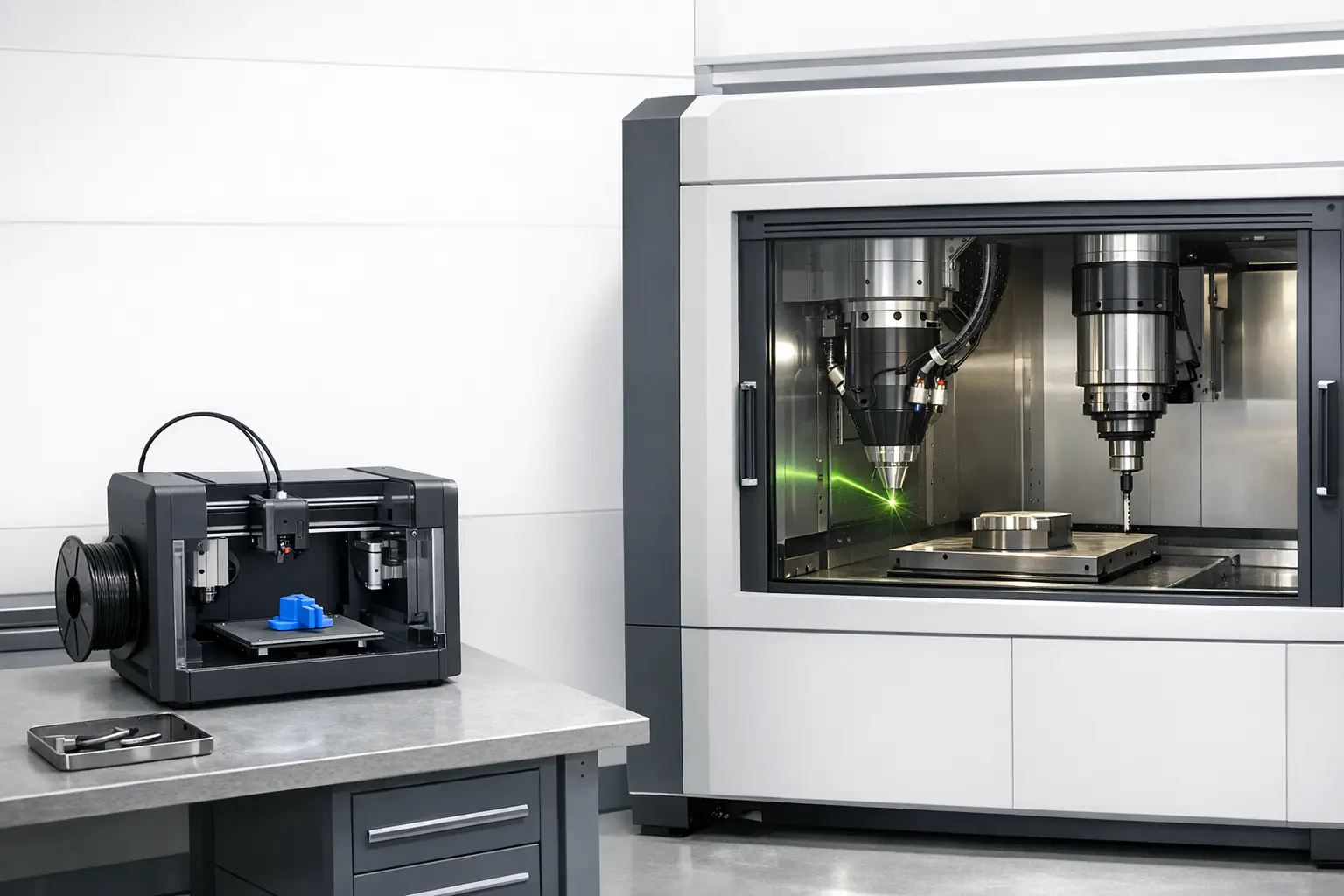
Desktop multi-tool printers typically implement hybrid manufacturing as sequential operations using toolhead swapping / quick-swap toolheads on a shared motion platform. Representative examples include Snapmaker 2.0 systems, which pair an extrusion-based 3D printing module with a CNC module and a laser function. [6][7] The Snapmaker 2.0 A350T is specified with a 3D printing work area of 320 × 350 × 330 mm (single extrusion module) and a listed standard laser function of 1600 mW, illustrating the common “3-in-1 3D printer CNC laser” category. [7] ZMorph VX is another desktop multi-tool reference, specified with a 3D printing work area of 235 × 250 × 165 mm, a CNC spindle maximum power of 300 W, and a 2.8 W laser at 450 nm. [9] In this class, “hybrid” usually means the same machine alternates between additive and subtractive steps rather than performing simultaneous deposition and milling.
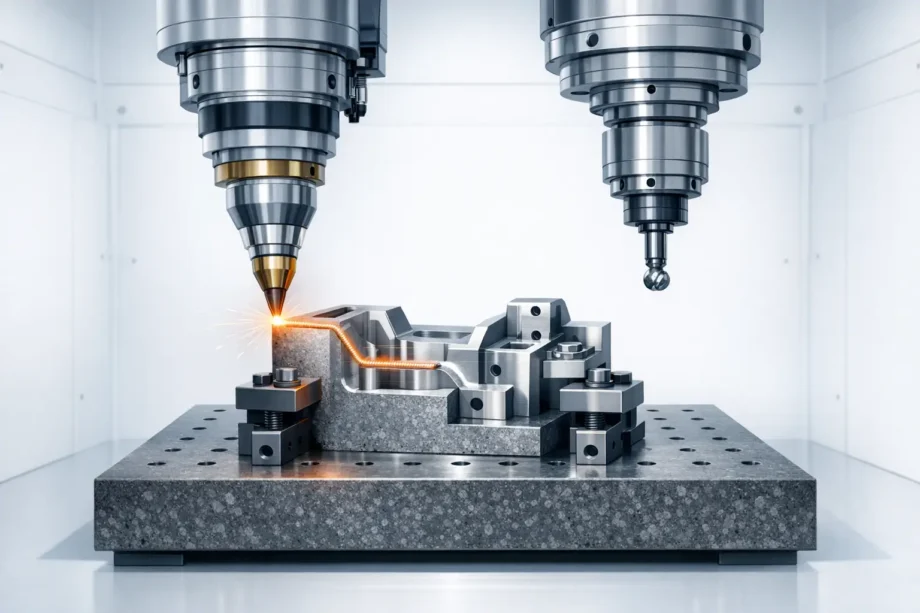
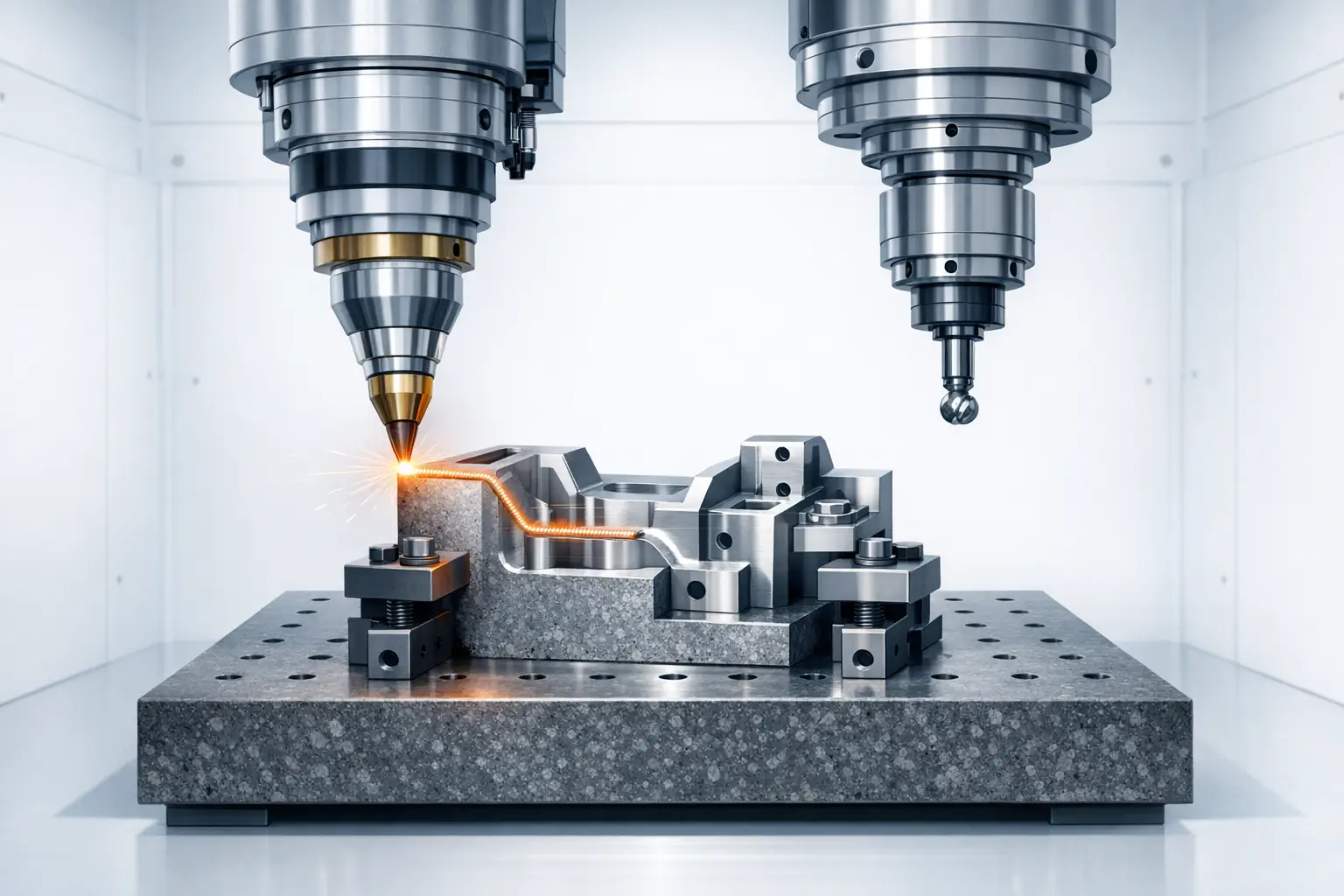
Industrial hybrid machine tools integrate deposition and machining into a machine tool platform intended for high rigidity, controlled process sequencing, and reduced re-clamping. NIST frames hybrid manufacturing as combining additive and subtractive strategies, a definition that aligns with industrial “hybrid machine tool” designs in which directed energy deposition (DED) and multi-axis milling are co-located. [2] For example, DMG MORI’s LASERTEC 65 DED hybrid is specified with travels of X 735 mm, Y 650 mm, and Z 560 mm, with a maximum laser power of 3000 W and a maximum workpiece weight of 600 kg. [10] The LASERTEC 65 3D hybrid series is also described in company materials as designed for parts up to ø 500 × 400 mm. [11] A different industrial architecture integrates powder-bed-like laser sintering and in-situ machining; the Matsuura LUMEX Avance-25 lists a maximum work size of W256 × D256 × H300 mm, a maximum work weight of 150 kg, and laser power of 500 W (standard) with a 1000 option, alongside high-speed milling capability. [12] Retrofit/integration pathways also exist, such as the AMBIT multi-task system described with a 120” × 40” × 30” build chamber, a 1000 W IR fiber laser, and 5 axis capability. [15]
Core Subsystems (Additive Toolhead, CNC Spindle, Workholding, Motion)
Across both classes, viable additive–subtractive manufacturing (HASM) depends on alignment stability between the deposition coordinate system and the cutting coordinate system, plus sufficient structural stiffness for machining loads. On desktop platforms, subtractive capacity is often constrained by spindle power and speed: Snapmaker’s CNC module spindle power is specified as 50 W, and its 50W CNC Module spindle speed is specified as 6,000–12,000 RPM. [4][5] ZMorph VX specifies a CNC spindle maximum power of 300 W, illustrating the wide range of spindle sizing within the same “multi-tool printer” category. [9] Workholding and re-referencing dominate practical accuracy, particularly when switching between toolheads; optional rotary axes can extend setups to indexed 4-axis operations, as shown by the Snapmaker Rotary Module specifications (0.1° angle precision, 45°/s maximum angular speed, and a 100:1 rotational speed conversion). [8] Industrial platforms scale these subsystems around heavier workpieces and longer travels; for example, the LASERTEC 65 DED hybrid lists 600 kg maximum workpiece weight and X/Y/Z travels of 735/650/560 mm. [10]
Technical Performance (What to Measure and How Vendors Specify It)
Vendor specifications for hybrid printers often mix process capability (what the machine can do in principle) with application-tuned settings (what it can do under stated conditions), so cross-vendor comparison is frequently non-equivalent. Desktop additive specifications commonly include layer resolution and thermal limits; for example, Snapmaker’s 3D Printing Module lists a layer resolution of 50–300 microns, a 0.4 mm nozzle diameter, and a maximum nozzle temperature of 275°C. [6] ZMorph VX lists layer resolution of 0.05–0.4 mm and dimensional accuracy of ±0.2 mm, which may reflect different test methods, materials, and calibration assumptions. [9] For industrial deposition, laser power is a common headline metric, such as 3000 W maximum laser power listed for the DMG MORI LASERTEC 65 DED hybrid. [10]
For subtractive performance, published metrics may include spindle speed, recommended stepdown, and maximum work speed for specific materials, but these figures are rarely standardized across vendors. Snapmaker publishes application-specific CNC figures for its 50W CNC configuration, listing maximum work speed of Beech 16 mm/s and Acrylic 10 mm/s, and maximum stepdown of Beech 1 mm and Acrylic 0.5 mm. [7] The same source lists higher CNC figures for Snapmaker Artisan, including maximum spindle speed of 18,000 RPM, maximum work speed of Beech 50 mm/s and Acrylic 33 mm/s, and maximum stepdown of Beech 2 mm and Acrylic 1 mm. [7] Industrial hybrid powder-bed-like systems may also publish combined metrics such as maximum build speed and machining spindle speed; for the LUMEX Avance-25, the manufacturer lists maximum build speed of 35 cc/h, a standard spindle speed of 45,000 min⁻1, and X/Y/Z feed rates of 60/60/30 m/min. [12] Hybrid-specific performance is often better described as a sequencing capability (deposit, then finish-machine without re-clamping) than as a single numeric rating, and many sources do not publish a standardized “single-setup finishing” figure.
Software and Workflow (CAD/CAM, Slicing, Process Planning)
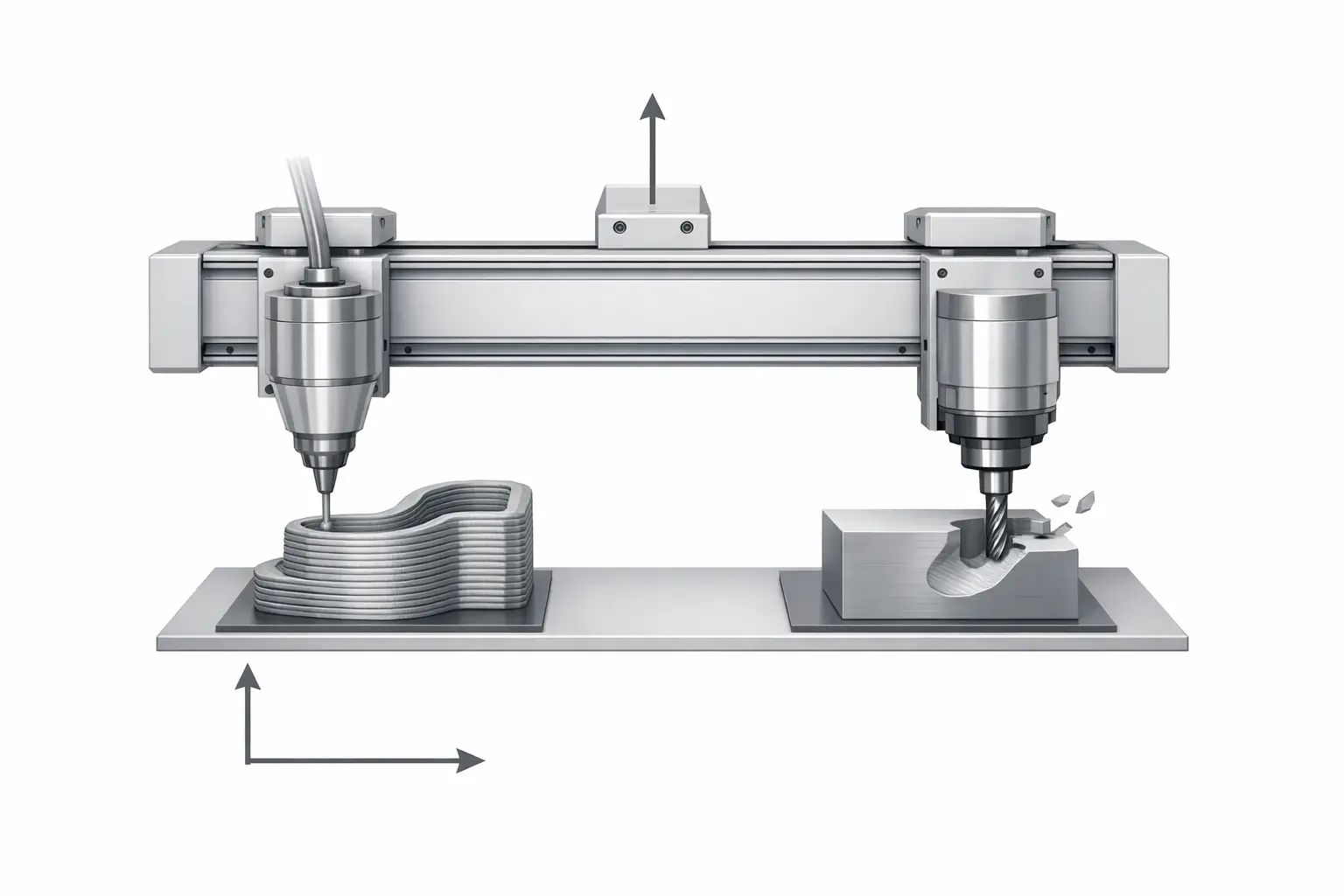
Hybrid workflows combine slicer-style toolpath generation for deposition with computer-aided manufacturing (CAM) toolpaths and post-processing for CNC motion, with additional coordination required for work offsets, tool length compensation, and collision constraints when additive and subtractive stages share one setup. Process planning literature describes hybrid manufacturing as combining additive and subtractive (AM/SM) capabilities in multi-modal process plans, increasing planning complexity relative to either process alone because accessibility, intermediate states, and fixturing must be considered across stages rather than per stage in isolation. [3]
Applications (Desktop vs Industrial Use-Cases)
Desktop multi-tool printers are commonly used for prototyping and small-run parts where users benefit from having multiple fabrication modalities on a single benchtop platform, accepting that CNC capability is typically limited by spindle power, workholding, and chip management. In these contexts, “hybrid” can include non-HASM use (such as combining 3D printing and laser marking/engraving) as well as additive followed by light subtractive finishing, depending on the machine’s toolhead set and published process parameters. Snapmaker, for example, positions a combined platform with a specified 3D printing work area and a listed standard laser function, aligning with the “3-in-1” multi-tool concept. [7]
Industrial hybrid systems focus on near-net-shape + finish machining for high-value components, repair, and geometry that benefits from deposition followed by controlled machining without re-datuming. NIST characterizes hybrid manufacturing as combining additive and subtractive strategies, a framing often used to justify finishing operations for tolerance and surface finish while retaining additive’s geometric and material-placement advantages. [2] Examples include DED integrated into multitasking machines (Mazak INTEGREX i-400 AM is described with a built-in 1 kW fiber laser and a standard 36-tool magazine) and hybrid metal systems combining laser sintering and milling within one system envelope. [14][12]
Limitations and Trade-offs (Engineering Constraints)
Hybrid printer performance is constrained by the need to serve conflicting requirements: deposition tends to reward large reachable volume and thermal/process tolerance, while machining tends to reward rigidity, vibration control, and robust workholding. Desktop platforms that rely on toolhead swapping may face longer changeovers and greater sensitivity to calibration drift, since each toolhead swap can introduce small alignment changes that accumulate across additive and subtractive steps. Chip and dust management can also conflict with additive needs (clean extrusion paths and adhesion surfaces), creating contamination risks when plastics, wood, or composites are machined on the same platform used for printing. Industrial hybrid machine tools reduce some of these issues through enclosure design and machine-tool-grade structures, but they add integration burdens such as managing deposition byproducts, maintaining cutting performance in thermally affected regions, and validating consistent datums across long multi-stage cycles; these are general engineering considerations and are not consistently quantified in vendor datasheets.
Safety, Materials, and Compliance Considerations
Hybrid systems aggregate hazards from multiple processes, so safe operation typically requires treating the machine as a combined AM cell and machining cell rather than as a single-purpose device. CNC spindles introduce rotating-tool hazards, ejected chips, and dust generation; published spindle specifications (for example, 6,000–12,000 RPM on a desktop module) help bound expected operating regimes but do not replace guarding and dust extraction. [5] Laser functions add optical hazards; desktop multi-tool devices may list laser output power (e.g., 1600 mW standard laser function on a multi-tool platform, and 2.8 W at 450 nm on ZMorph VX), which is relevant to enclosure and interlock design choices. [7][9]
Industrial hybrid metal architectures add further hazards and compliance considerations due to high-power lasers and, where applicable, metal particulate management. For example, industrial DED platforms may specify multi-kilowatt laser power (3000 W maximum laser power on the LASERTEC 65 DED hybrid), reinforcing the need for engineered controls, controlled access, and validated operating procedures. [10] In powder-bed-like hybrid systems, safety planning may also extend to powder handling and housekeeping, though specific material-handling requirements depend on the machine architecture and are not uniformly disclosed in brief public specifications.
Comparison Table + Selection Checklist (Mandatory)
| System (class) | Additive process type / toolhead type | Subtractive capability (published) | Build/work envelope + laser + single-setup notes |
|---|---|---|---|
| Snapmaker 2.0 (A350T-class) (desktop multi-tool) | Extrusion 3D printing module; layer resolution 50–300 microns; nozzle 0.4 mm; max nozzle temperature 275°C. [6] | 50 W CNC module. [4] Spindle speed 6,000–12,000 RPM. [5] Max work speed: Beech 16 mm/s, Acrylic 10 mm/s; max stepdown: Beech 1 mm, Acrylic 0.5 mm. [7] | 3D printing work area 320 × 350 × 330 mm. [7] Laser power: 1600 mW (standard laser function). [7] Single-setup claim: No reliable figure found. |
| Snapmaker Artisan (desktop multi-tool) | No reliable figure found. | Max spindle speed 18,000 RPM; max work speed: Beech 50 mm/s, Acrylic 33 mm/s; max stepdown: Beech 2 mm, Acrylic 1 mm. [7] | Build/work envelope: No reliable figure found. Laser power: No reliable figure found. Single-setup claim: No reliable figure found. |
| ZMorph VX (desktop multi-tool) | Layer resolution 0.05–0.4 mm; dimensional accuracy ±0.2 mm; work area (3D printing) 235 × 250 × 165 mm. [9] | CNC spindle max power 300 W. [9] | Work area (3D printing) 235 × 250 × 165 mm. [9] Laser power 2.8 W; wavelength 450 nm. [9] Single-setup claim: No reliable figure found. |
| DMG MORI LASERTEC 65 DED hybrid (industrial hybrid machine tool) | Directed energy deposition (DED) hybrid; max laser power 3000 W. [10] | No reliable figure found. | Travels X 735 mm, Y 650 mm, Z 560 mm; max workpiece weight 600 kg. [10] Capacity description: parts up to ø 500 × 400 mm. [11] Single-setup claim: No reliable figure found. |
| Matsuura LUMEX Avance-25 (industrial hybrid, powder-bed-like + milling) | Hybrid metal system with laser power 500 W (standard), 1000 option; max build speed 35 cc/h. [12] | Spindle speed 45,000 min⁻1 (standard); feed rate X/Y/Z 60/60/30 m/min. [12] | Max work size W256 × D256 × H300 mm; max work weight 150 kg. [12] Single-setup claim: No reliable figure found. |
| Mazak INTEGREX i-400 AM (industrial multitasking + DED) | Built-in 1 kW fiber laser; bead size examples 3 × 1 mm (high-speed head) and 1 × 0.5 mm (fine head). [14] | Standard 36-tool magazine; max turning diameter 250 mm; maximum workpiece height 160 mm. [14] | Build/work envelope: No reliable figure found. Laser power 1 kW (fiber). [14] Single-setup claim: No reliable figure found. |
Interpreting these specifications typically requires separating “capability class” (desktop toolhead swapping vs industrial integrated deposition and machining) from the presence of a published, testable metric. For example, desktop systems sometimes publish material-specific stepdown and work speed, while industrial systems more often publish envelope and laser/spindle headline figures, leaving details like achievable tolerance after single setup / single clamping to application engineering rather than datasheets. [7][10][12]
- Selection checklist (criteria-based):
- Prefer systems with published, material-specific subtractive limits (e.g., stepdown and work speed) when CNC throughput matters. [7]
- Confirm whether “hybrid” means toolhead swapping or integrated deposition + machining on the same machine tool platform, since this impacts re-clamping and datum control. [16][2]
- For industrial DED, record laser power and work envelope early, because these frequently bound feasible deposition rate and part scale at the quoting stage. [10]
- For hybrid powder-bed-like systems, check whether maximum build speed is published with conditions and whether machining spindle speed/feed are specified for finishing strategy planning. [12]
- If rotary-axis work is required, verify published rotary precision and speed, and assume indexing unless simultaneous multi-axis cutting is explicitly specified. [8]

Q&A (FAQ)
What is a hybrid 3D printer CNC system (hybrid manufacturing) in precise terms?
Hybrid manufacturing is described by NIST as an approach that “combines additive and subtractive manufacturing strategies.”. [2] In equipment terms, this can mean a single platform that performs AM and CNC steps under a coordinated plan; it is distinct from a two-machine workflow where a part is printed on one machine and later machined on another, because the latter does not inherently preserve a single setup datum across both processes. [16]
Is a “3-in-1” machine (3D print + CNC + laser) the same as an industrial hybrid machine tool?
Desktop 3-in-1 systems generally implement sequential processes via toolhead swapping (e.g., a 3D printing module, a CNC module, and a listed laser function on a shared motion platform). [7] Industrial hybrid machine tools integrate deposition and machining within a machine-tool-scale structure and envelope, such as a DED hybrid listing multi-axis travels, multi-kilowatt laser power, and high workpiece weight capacity, or a hybrid system combining laser sintering and milling in one machine. [10][12]
How do I compare CNC capability across multi-tool printers (spindle power, RPM, stepdown, and work speed)?
Use vendor-published spindle power and speed first, then compare published process-condition limits only when they are stated for the same or similar materials. Snapmaker specifies 50 W spindle power for its CNC module and a 6,000–12,000 RPM spindle speed range for its 50W CNC Module. [4][5] It also publishes maximum work speed and stepdown for Beech and Acrylic on the 50W CNC configuration, and separately lists higher figures (including 18,000 RPM maximum spindle speed) for Snapmaker Artisan. [7]
What hybrid-specific workflow problems make CAM/process planning harder than “printing then milling”? (expert)
Hybrid manufacturing process planning is often treated as multi-modal planning that combines AM and SM capabilities within a single plan, rather than as two independent jobs. [3] This increases the need to manage intermediate states (partially built geometries), tool accessibility to add and then remove material, and fixturing/work offset strategies that remain valid across both deposition and cutting stages. [3]
What quantitative additive specs are commonly published for desktop hybrid platforms (layer resolution, temperature limits)?
Desktop hybrid platforms commonly publish layer resolution (or layer height range), nozzle diameter, and maximum nozzle temperature for extrusion modules. Snapmaker’s 3D Printing Module lists 50–300 microns layer resolution, a 0.4 mm nozzle diameter, and 275°C maximum nozzle temperature. [6] ZMorph VX lists layer resolution as 0.05–0.4 mm in its technical specification. [9]
Which industrial hybrid architectures exist (DED + milling vs hybrid powder-bed-like + milling), and what are example machine-scale specs? (expert)
DED + milling hybrids integrate a deposition head and machining in one platform; for example, the DMG MORI LASERTEC 65 DED hybrid lists X/Y/Z travels of 735/650/560 mm and maximum laser power of 3000 W. [10] Hybrid powder-bed-like + milling systems combine laser-based consolidation and machining in one machine; the Matsuura LUMEX Avance-25 lists maximum work size W256 × D256 × H300 mm, laser power of 500 W standard (1000 option), standard spindle speed 45,000 min⁻1, and maximum build speed 35 cc/h. [12]
Sources
- ISO/ASTM 52900:2021 (sample PDF) — Additive manufacturing — General principles — Fundamentals and vocabulary
- NIST — Effect of additive manufacturing process on cutting forces in hybrid manufacturing
- arXiv:2205.11805 — Hybrid manufacturing process planning (preprint)
- Snapmaker Support — What’s the spindle power of the CNC Module?
- Snapmaker — Snapmaker 2.0 50W CNC Module (product page)
- Snapmaker — 3D Printing Module for Snapmaker 2.0 (product page)
- Snapmaker — Snapmaker 3D Printer page (A350T work area, laser function, CNC speed/stepdown tables, Artisan CNC figures)
- Snapmaker — Snapmaker 2.0 Rotary Module (specifications)
- Torstar 3D — ZMorph VX technical specification PDF
- DMG MORI — LASERTEC 65 3D (DED hybrid) product page
- DMG MORI — Additive manufacturing: innovative machine portfolio (news page)
- Matsuura — LUMEX Avance-25 specifications
- Matsuura — LUMEX series overview (commercialization “Since 2002”)
- Machinery.co.uk — Mazak INTEGREX i-400 AM integrates additive and subtractive machining
- Concurrent Technologies Corporation (CTC) — Hybrid Additive Manufacturing (AMBIT) fact sheet PDF
- TechTarget — Hybrid manufacturing definition